Graphics Reference
In-Depth Information
Las tolerancias para dimensiones métricas pueden
especificarse en una nota, como:
DIMENSIONES MÉTRICAS SUJETAS
Paso a paso 11.1
Utilización del sistema
de orificio básico
0.08
De manera que cuando las dimensión dada de 3.25 se
convierta a milímetros, el técnico maquine entre los lími-
tes de 82.63 y 82.74 mm.
Todas las dimensiones de un dibujo deben tener una
tolerancia, ya sea escrito en forma directa o mediante una
nota general de tolerancia. Con frecuencia, se asume que
el material comercial tiene las tolerancias establecidas por
los estándares comerciales.
Existe la costumbre de indicar una tolerancia general
global para todas las dimensiones fraccionarias comunes;
esto se lleva a cabo por medio de una nota impresa dentro
del cuadro de referencia o justo encima de él (figura 11.7).
E
JEMPLO
TODAS LAS DIMENSIONES FRACCIONARIAS
A MENOS QUE SE INDIQUE LO CONTRARIO
Las tolerancias angulares generales también pueden darse
como:
TOLERANCIA ANGULAR
1.
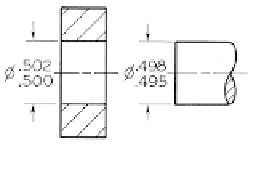
Determine el sitio donde las partes correspondientes de-
ban ajustarse. Como el orificio será maquinado con una
herramienta de tamaño estándar, su tamaño se usará pa-
ra determinar el ajuste. En la figura mostrada, se usa el
tamaño mínimo del orificio, .500 pulg, como el tamaño
básico.
;
1/64
-
AJUSTE ORIFICIO BÁSICO
1°
A continuación se presentan varios métodos aprobados
por ANSI (ANSI/ASME Y14.5M-1994) para expresar las
tolerancias de dimensiones:
1.
Dimensionamiento límite. Éste es el método más re-
comendable, en el que se especifican los límites máxi-
mo y mínimo, (figura 11.8). El valor máximo se coloca
encima del mínimo, (figura 11.8a). En la forma de una
sola nota, el límite inferior precede al límite superior
separado por un guión (figura 11.8b).
2.
Dimensionamiento más-menos. En este método el
tamaño básico es seguido por una expresión más-
menos (±) para la tolerancia. El resultado puede ser
unilateral, cuando la tolerancia se aplica sólo en una
dirección de manera que un valor es cero, o bilateral,
cuando el mismo valor o valores diferentes se suman
y se restan (figura 11.9). Si se proporcionan dos nú-
meros de tolerancia distintos (uno agregado y el otro
restado) la adición se coloca encima de la sustrac-
ción. Uno de los números puede ser cero. Si el valor
agregado y el restado son iguales, se da un solo valor,
precedido por el símbolo más-menos (±), (figura
11.10).
El
sistema unilateral de tolerancias
permite varia-
ciones en sólo una dirección a partir del tamaño bási-
co. Este método es recomendable para lograr un
tamaño crítico al retirar material durante la manufac-
tura, como en el caso de orificios y ejes con ajustes
muy exactos. En la figura 11.9a, el tamaño básico es
1.878 pulg (47.70 mm). La tolerancia de .002 pulg
2.
Determine el tipo de ajuste y aplique la holgura al tamaño
básico. Para un ajuste de holgura, se resta una holgura de
.002 pulg del tamaño de orificio básico, lo que hace que el
máximo tamaño del eje sea de .498 pulg puesto que es
más fácil maquinar el eje para obtener un tamaño más pe-
queño que aplicar la holgura al orificio.
3.
Aplique la tolerancia. Se aplican las tolerancias respecti-
vas de .002 y .003 pulg al orificio y al eje para obtener el
orificio máximo de .502 pulg y el eje mínimo de .495 pulg
Así, la holgura mínima es la diferencia entre el orificio más
pequeño y el eje más grande (.500 pulg .4980 pulg
.002
pulg
), y la holgura máxima es la diferencia entre el ori-
ficio más grande y el eje más pequeño (.502 pulg .495
pulg .007 pulg).
A
JUSTE DE INTERFERENCIA
En el caso de un ajuste de interferencia, el tamaño del eje má-
ximo se encontraría al sumar la holgura deseada (la interferen-
cia máxima) al tamaño del orificio básico.
En la figura 11.4, el tamaño básico es 1.2500 pulg La máxi-
ma interferencia decidida fue .0019 pulg, que al agregarse
al tamaño básico da 1.2519 pulg, el tamaño del eje más
grande.