Graphics Reference
In-Depth Information
10.13
■
PRECISIÓN DE DIMENSIONES
Y TERMINADO DE SUPERFICIE
El tamaño, el grosor y la complejidad de la forma de una
parte tienen una relación importante con el proceso de
manufactura seleccionado para producirla. Por ejemplo,
las partes planas con secciones cruzadas delgadas no se
pueden fundir de manera adecuada. Las partes complejas
no pueden formarse fácil y económicamente, pero pueden
fundirse o fabricarse a partir de piezas individuales.
Las tolerancias y el terminado de superficie obteni-
dos en las operaciones en caliente no pueden ser tan bue-
nos como los obtenidos con operaciones en frío
(temperatura ambiente) porque durante el procesado
mediante tratamientos térmicos ocurren cambios dimen-
sionales, agrietamientos y oxidación de la superficie. Al-
gunos procesos de fundición producen una mejor
superficie que otros debido a los distintos tipos de mate-
riales de molde utilizados y a sus diferentes terminados de
superficie.
El tamaño y la forma de los productos manufactura-
dos varían ampliamente. Por ejemplo, el tren de aterrizaje
principal de un avión de dos turbinas Boeing 777 de línea
tiene una altura de 4.3 m (14 pies), con tres árboles y seis
ruedas, y se fabricó por medio de forjado y procesos de
maquinado (figura 10.2). En el otro extremo está la gene-
ración de un orificio de 0.05 mm (0.002 pulg) de diámetro
en el extremo de una aguja de 0.35 (0.014 pulg) de diáme-
tro (figura 10.11), para la que se usa un proceso llamado
maquinado por descarga eléctrica. El orificio está libre de
rebabas y tiene una precisión en su ubicación de
100 mm
(4 in.)
(a)
(b)
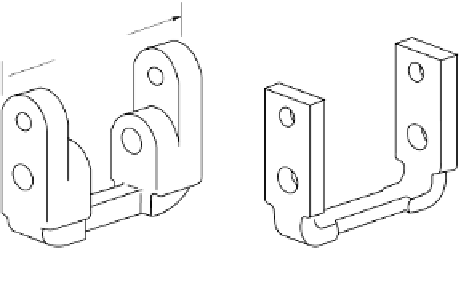
Fundición
Estampado
■
FIGURA 10.9
■
Dos ménsulas montantes fabricadas (a)
por fundición y (b) por estampado.
0.003
mm (0.0001 pulg).
La figura 10.12 muestra otro ejemplo de manufactura
a pequeña escala: engranes microscópicos de 100
m.
(0.004 pulg) de diámetro. Las posibles aplicaciones de es-
tos engranes son los
microrrobots
para reparar células hu-
manas,
microbisturíes
en cirugía y disparadores de cámara
■
FIGURA 10.10
■
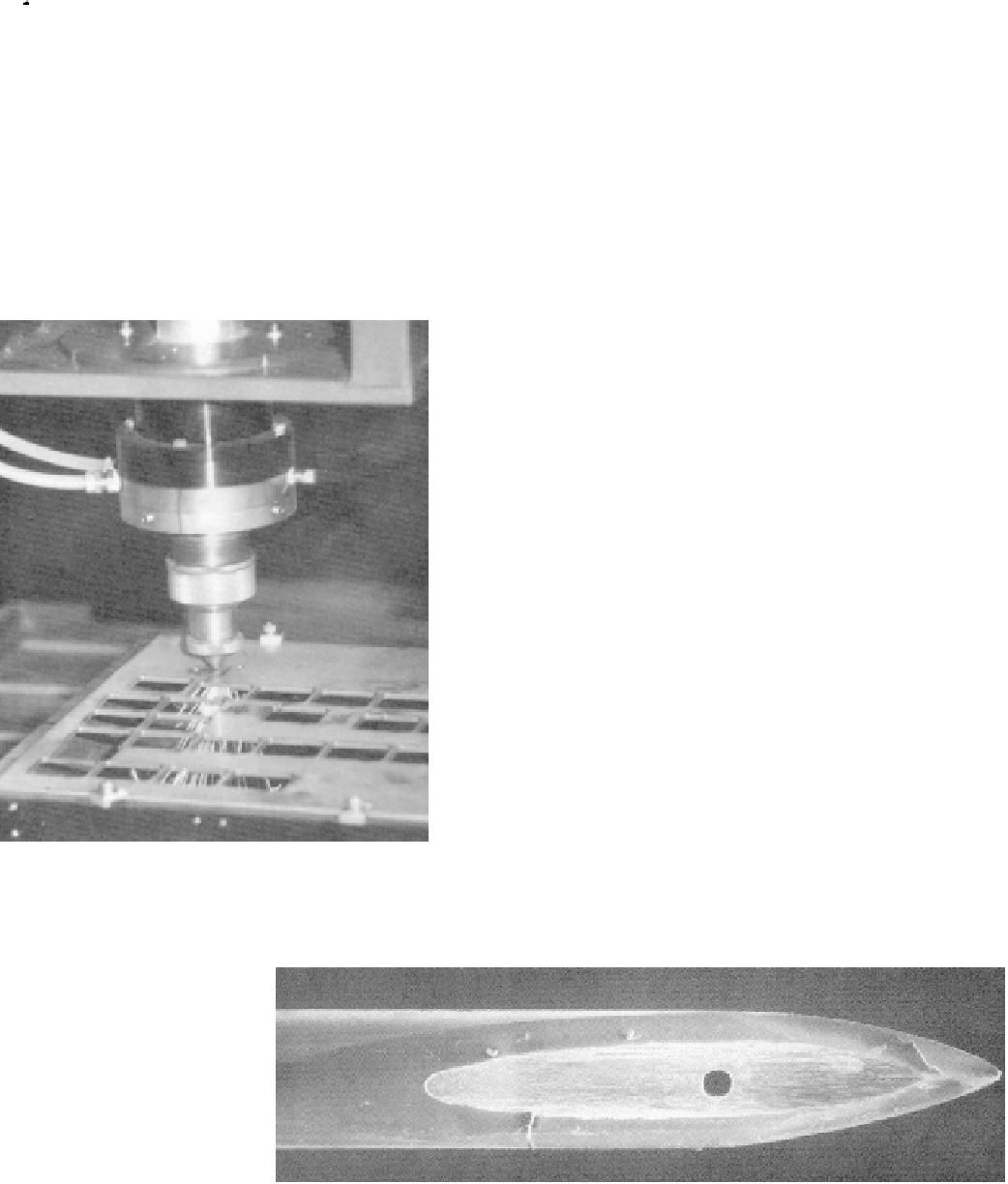
Corte de hoja de metal con rayo láser.
Cortesía de Rofin-Sinar, Inc., y Manufacturing Engineering Magazine, Society
of Manufacturing Engineers.
■
FIGURA 10.11
■
Un orificio
de 0.05 mm producido en una
aguja por medio del proceso de
maquinado por descarga eléctrica.
Cortesía de Derata Corporation.