Civil Engineering Reference
In-Depth Information
a
a
a
a
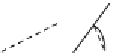
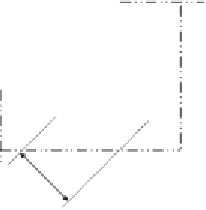
Figure 3.37 Throat thickness of a fillet weld specified in EC3 (BS EN 1993-1-8) [2.13].
to transmit the force, each of the parts should be connected to the packing
by a weld capable of transmitting the design force.
The design of fillet welds requires the calculation of required lengths (
l
)
of weld and the effective throat thickness (
a
). Following the design rules
specified in EC3 (BS EN 1993-1-8) [2.13], the effective length of a fillet
weld
l
should be taken as the length over which the fillet is full-sized. This
may be taken as the overall length of the weld reduced by twice the effective
throat thickness (
a
). Provided that the weld is full size throughout its length
including starts and terminations, no reduction in effective length need be
made for either the start or the termination of the weld. A fillet weld with an
effective length less than 30 mm or less than six times its throat thickness,
whichever is larger, should not be designed to carry load. On the other hand,
the effective throat thickness (
a
) of a fillet weld should be taken as the height
of the largest triangle (with equal or unequal legs) that can be inscribed
within the fusion faces and the weld surface, measured perpendicular to
the outer side of this triangle (see
Figure 3.37
)
. The effective throat thickness
of a fillet weld should not be less than 3 mm. In determining the design resis-
tance of a deep penetration fillet weld, its additional throat thickness may be
taken of (see
Figure 3.38
), provided that preliminary tests show that the
required penetration can consistently be achieved.
a
Figure 3.38 Throat thickness of a deep penetration fillet weld specified in EC3 (BS EN
1993-1-8) [2.13].

















Search WWH ::

Custom Search