Civil Engineering Reference
In-Depth Information
part concerned. The center-to-center spacing of fillet welds all round should
not exceed the value necessary to prevent local buckling.
Also, according to EC3 (BS EN 1993-1-8) [2.13], a full penetration butt
weld is defined as a weld that has complete penetration and fusion of weld
and parent metal throughout the thickness of the joint. A partial penetration
butt weld is defined as a weld that has joint penetration that is less than the
full thickness of the parent material. Intermittent butt welds should not be
used. Plug welds may be used to transmit shear, to prevent the buckling or
separation of lapped parts, and to interconnect the components of built-up
members but should not be used to resist externally applied tension. The
diameter of a circular hole, or width of an elongated hole, for a plug weld
should be at least 8 mm more than the thickness of the part containing it.
The ends of elongated holes either should be semicircular or should have
corners that are rounded to a radius of not less than the thickness of the part
containing the slot, except for those ends that extend to the edge of the part
concerned. The thickness of a plug weld in parent material up to 16 mm
thick should be equal to the thickness of the parent material. The thickness
of a plug weld in parent material over 16 mm thick should be at least half
the thickness of the parent material and not less than 16 mm. The center-
to-center spacing of plug welds should not exceed the value necessary to
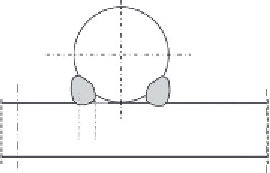
prevent local buckling. For solid bars, the design effective throat thickness
of flare groove welds, when fitted flush to the surface of the solid section of
the bars, is defined in
Figure 3.36
. In the case of welds with packing, the
packing should be trimmed flush with the edge of the part that is to be
welded. Where two parts connected by welding are separated by packing
having a thickness less than the leg length of weld necessary to transmit the
force, the required leg length should be increased by the thickness of the
packing. Where two parts connected by welding are separated by packing
having a thickness equal to, or greater than, the leg length of weld necessary
a
Figure 3.36 Effective throat thickness of flare groove welds in solid sections specified in
EC3 (BS EN 1993-1-8) [2.13].

Search WWH ::

Custom Search