Biomedical Engineering Reference
In-Depth Information
5.
D
ISCUSSION
It can be seen from the above analysis that despite the extremely high
strain rates imposed due to high speed cutting, macroscale equations can be
applied accurately and produce impressive results. The most significant
differences however appear in the following categories: strain rate, scallop
height, and chip type. Many of the forces are of a similar order of magnitude
offering no significant difference between macro low speed and micro high
speed machining. This is important during tool design as small tools must
absorb the same impact forces as larger tools do during impact. However,
when considering the strain rate it can be seen during micro high speed
machining the strain rate is 8333 x 10
3
s
-1
compared to the macro low speed
case of 667 x 10
3
s
-1
, a 12.5 times increase which relates directly to a 12.5
increase in speed from 20,000 rpm to 320,000 rpm.
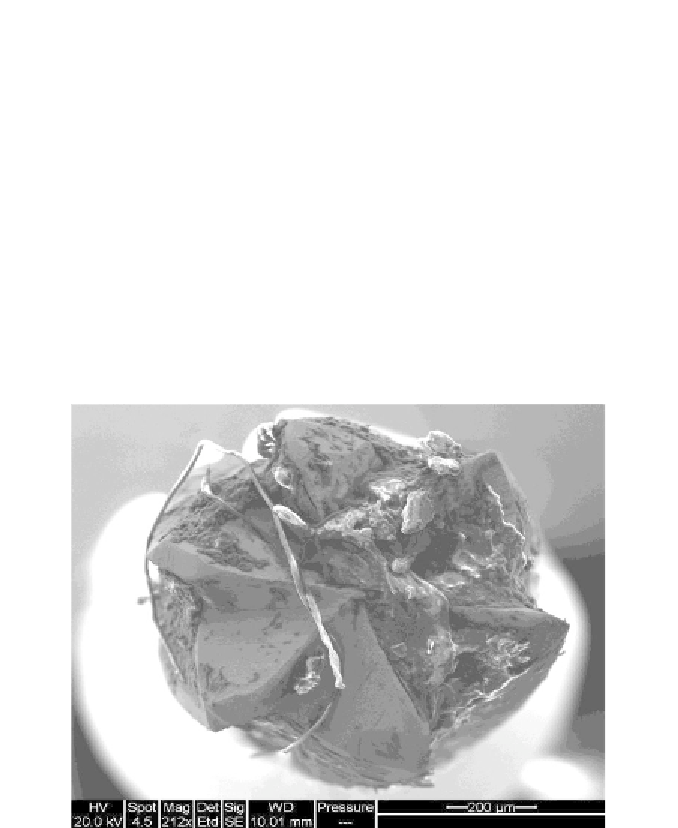
Figure 7. View of cutting edges and adherent bovine femur chip showing fine striations
of lamellae. Reproduced with permission. Copyright retained by Inderscience
Publishers.
The increase in strain rate is directly related to the increase in cutting
speed, this is expected as the cutter is imparting the strain and therefore a rate
of strain to the material. The lamellae spacing Δy in equation 20 has a
significant effect on the strain rate, comparing macro and micro scale chips it