Civil Engineering Reference
In-Depth Information
Conversely, the electrical test shows reduced feed forces during the entire weld-
ing cycle. From the addition of electrical current, the material has additional heat
generation due to the electrical current scattering off of defects within the material
lattice. With the scattering of electrons, this increases the vibrational energy of the lat-
tice, which is observed on a macroscale as a temperature rise. Due to the influence of
Joule heating being an instantaneous effect all throughout the material in comparison
with the processing cycle time, the addition of current has great potential to reduce
the required heat needed from the flange/workpiece interaction. It is shown that there
is a larger reduction at the beginning of the test as the baseline test has not generated
much heat; however, the addition of current helps with heat generation and reduces the
feed force. As the test progresses, the heat generated due to friction becomes so great
that the addition of electrical current is not as significant. This may be a result of the
additional electrical energy not having a large effect due to the material lattice being
at such an elevated vibrational state (i.e., lattice energy becomes saturated). Therefore,
the experimental results are unable to quantify the electroplastic effect for EAFSW or
determine whether there is any interaction that results in the observed decrease in force.
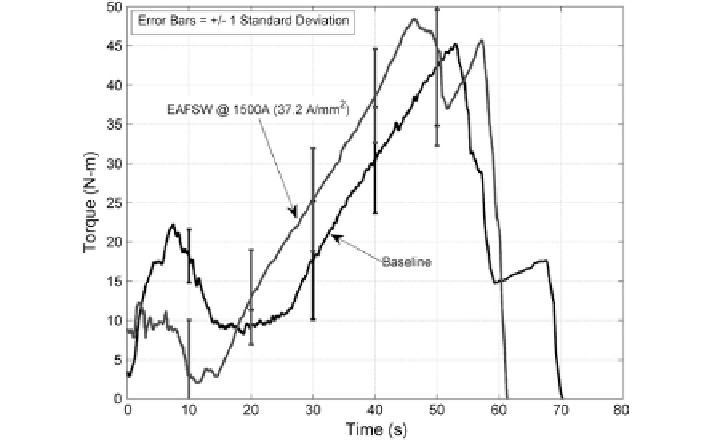
11.3.3.2 Comparison of Torque
The torque required by the tool during the welding process is compared between
the conventional FSW and EAFSW processes in Fig.
11.33
. The time zero on the
abscissa indicates the start of the feed.
From Fig.
11.33
, it is noticed that the torque required at the start of feed for
the EAFSW is less compared to the conventional FSW process. For the rest of the