Agriculture Reference
In-Depth Information
Technologies Corporation (JBT), formerly known as FMC
FoodTech, whose extractors produce approximately 75%
of the world's citrus juices, and Brown International Cor-
poration. Detailed information on these extractors is given
on the websites of the two companies (BIC, 2011; JBT,
2011).
Briefly, in Brown extractors, fruit is loaded into a
carousel made of a set of hemispherical cups that hold the
fruit while a blade cuts it into two pieces. The cups holding
one-half of each orange are spread apart and pressed against
a spinning reamer. Pressure and gap between reamer and
cup are among the critical adjustment parameters in Brown
extractors. Each extractor can handle 4-14 ton fruit/hour.
JBT extractors are typically configured with either three,
five, or eight cups, with five cups being the most common.
Cups are made of a hard cast stainless steel alloy and are
formed by an array of rigid “fingers” that join at the bottom
of the cup with an orifice at the center. Fruit is fed onto
the lower cups and then pushed downwards with the upper
cup. As the fruit is being pushed, the peel detaches from the
juice segments. The peel falls off and out of the extractor,
and the juice with the fruit core and segment membranes
is then pushed inside the strainer tube. The juice flows
through the strainer tube holes acting as a prefinisher. The
fruit core, segment membrane, and peel particles are ejected
out the bottom of the tube. Synchronization of all moving
parts is critical to effective and efficient operation of JBT
extractors. Also, the size of the holes in the prefinisher is
critical to the quality of the juice and the pulp recovered
from this extractor. JBT extractors have a capacity of up to
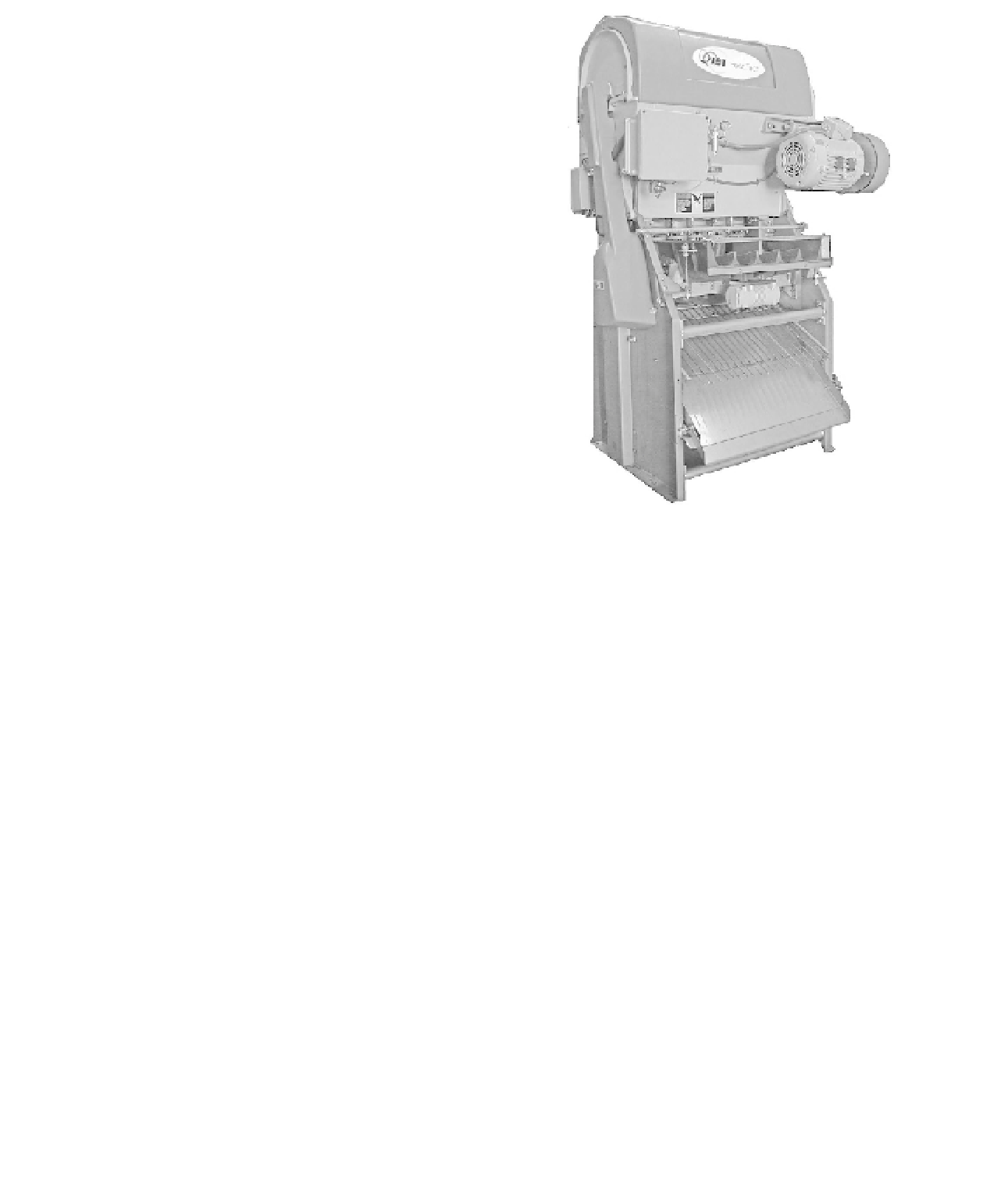
600 fruits per minute or about 10 ton fruit/hour. Fig. 21.5
shows a Model 391 extractor from JBT.
Extracted juice flows to finishers that decrease pulp con-
tent to about 20% to 25% of floating and sinking pulp.
There are two types of finishers: screw and paddle. In both
cases, fruit fed into the finisher is conveyed and pushed by
the screw or the paddle against a mesh. The juice flows
through the mesh while the pulp is retained and flows out at
the end of the finisher. Mesh size and gap between the screw
(or paddle) and the sieving screen determine the extent of
separation. Juice quality is also affected. Tight finishing
results in drier pulp and increase juice yield. However, ex-
cessively tight finishing extrudes pulp particles through the
screen and deteriorates the quality of the juice as bitter com-
pounds present in pulp and other residues are incorporated
into the juice. Some processors use a cyclone between ex-
tractors and finishers to remove defects such as embryonic
seeds. Defect removal is particularly important when pulp
is intended to be sold as a by-product. Screw finishers from
JBT are controlled based on the pressure applied between
Figure 21.5.
Commercial orange juice
extractor—JBT, Model 391.
the product and narrow portion of the tapered screw as the
gap between the screw and the screen is adjusted. Brown
systems are controlled based on a temperature difference
between juice entering the finisher and the pulp exiting it.
Similarly, the gap between screw and screen is adjusted
to produce the desired temperature. In each case, finishing
pressure or temperature difference is correlated to the water
content of the pulp recovered from the finisher.
Pasteurization
Thermal
Finished orange juice is pasteurized not only to destroy
pathogenic and spoilage micro-organisms but also to in-
activate pectinesterase (PE), an enzyme that causes juice
cloud precipitation. Because PE is more resistant to heat
than the pathogens of interest, the time-temperature pro-
file for pasteurization, typically at 85
◦
-90
◦
C for 10-15 sec,
is based on PE inactivation. Pulpy orange juice is pas-
teurized in tubular pasteurizers. Plate heat exchangers are
occasionally used when pulp content is low because pulp
fouls conventional plate heat exchangers.
Search WWH ::

Custom Search