Biomedical Engineering Reference
In-Depth Information
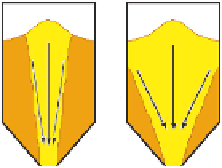
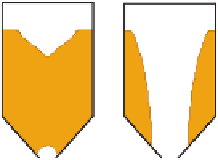
(A) No flow
(B) Mass flow
(C) Funnel flow
Arching
Ratholing
Stagnant material
Flowing material
FIGURE 12.6
Schematic representation of three types of solids flow through a hopper.
Mass flow (
Figure 12.6B
) is the preferred flow mode because here the
solids flow across the entire hopper cross section. Though there may be
some difference in velocity, this allows an uninterrupted and consistent flow
with very little radial size segregation, which permits the hopper to effec-
tively follow the first in first out norm. However, because of the solids'
plug-flow behavior, there can be more wear on the hopper walls with abra-
sive solids. Therefore, the required height of a mass-flow hopper must be
greater than that of a funnel-flow hopper. A steeper cone angle of a hopper
improves the probability of a “mass flow” mode of solids flow through it.
Some common operating problems with hoppers are:
Ratholing
Funnel flow
Arching
Flushing
Insufficient flow and incomplete emptying
Caking
Two of the most common problems experienced in an improperly
designed silo or bin (hereafter referred to as silo) are no-flow and erratic
flow. No-flow from a silo can be due to either arching or
ratholing
(
Figure 12.6A
).
Ratholing (
Figure 12.6A
, right) most often happens in the flow of bio-
mass with particles that are cohesive, have low shape factor, or rough surface
texture. This is a serious problem in hoppers. To facilitate solids flow, the
rat hole must be collapsed by proper aeration in the hopper or by vibrations
on the hopper wall.
Arching occurs when rough or cohesive particles form an obstruction
over the exit (
Figure 12.6A
, left), usually in the shape of an arch or a bridge
above the hopper outlet that prevents further discharge. The arch can be








Search WWH ::

Custom Search