Biomedical Engineering Reference
In-Depth Information
T
go
> 100°C
T
bi
=T0
Preheating section
Z1
T
g3
T
b1
= 100 °C
Drying section
Z2
T
g2
T
b2
=100 °C
Post drying
section
Z3
T
g1
T
b3
= Tt (200 °C, 250
°C, 300 °C)
Torrefaction
section
Z4
T
gi
< 300 °C
Gas temperature
Biomass temperature
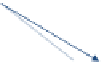
FIGURE 4.12
A qualitative diagram for gas and solid temperature distribution along the height
of a vertical torrefaction system. right hand side shows temperature of biomass while left hand
side shows that for gas percolating through the system.
The space velocity of solid in the torrefier section is generally very low
to allow the required torrefaction time in this zone.
Example 4.5
In Example 4.4, hot gas from an oil burner is diluted by recycled flue gas to
reduce its temperature to 300
C, and it is then fed into the bottom of the torre-
fier. Heating value of oil is 45.5 MJ/kg and the burner operates at 20% excess
air with an efficiency of 95%. Take latent heat of vaporization as 2260 kJ/kg.
Neglecting all heat losses, find the amount of oil consumption and what frac-
tion of flue gas needs to be recycled through the burner.
Given:
Specific heat of flue gas, C
g
5
1.13 kJ/kg C
Specific heat of steam, C
v
5
1.89 kJ/kg C
Specific heat of air, C
air
1.006 kJ/kg C
Specific heat of raw biomass, C
b
5
1.46 kJ/kg C
Specific heat of dry or torrefied biomass, C
d
5
0.269 kJ/kg C
5
Specific heat of oil, C
oil
1.7 kJ/kg C
5
Stoichiometric air
oil ratio
14.6
5
LHV of volatiles
1286 kJ/kg
5
Solution
Neglecting losses, we calculate the following.
Energy required for raising 0.566 kg (Example 4.4) of raw biomass to 100
C
in preheater is calculated using
Eq. (4.19)
:
Q
ph
5
0
:
566
1
:
46
3
ð
100
20
Þ
5
66
:
1kW
3





















































Search WWH ::

Custom Search