Graphics Reference
In-Depth Information
accuracy—but the plastic bead still takes up space. So the real metric of your
print quality is the “layer resolution”, which is a function of Z-stage precision,
nozzle size, and extruder capabilities. On the Replicator 2, the minimum layer
resolution is 100 microns, which is a 2.5x improvement over the original
Replicator. This means that you can print models so fine that you wont even
be able to see the layers! So you can spend less time sanding and polishing
your prints, and more time designing and Replicating.
Overhangs
An
overhang
is any part of your model that has empty space immediately
underneath it. Since a MakerBot works by putting one layer on top of another,
it can be difficult to build a feature of your design unless there is sufficient
material underneath. Since the plastic bead has a non-zero width, it is pos-
sible to print an overhang by depositing a layer hanging ever so slightly over
the edge of the layer below it. Just imagine a penny hanging over the edge of
a table, or a stack of topics that are slightly off from vertical. The general
45
degree rule
is that as long as your design doesn't have an overhang greater
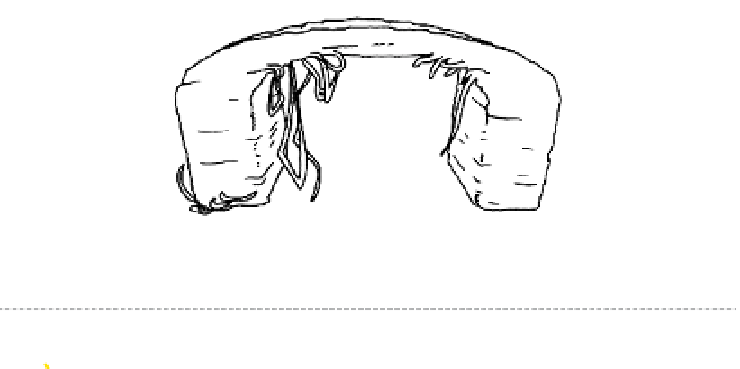
than 45 degrees, it should be printable. If you're going to have lots of over-
hangs, your object sometimes gets a little fluffy or droopy (
Figure 8-1
) in
those areas. Still, many great designers on the Thingiverse make use of this
principle to produce amazing models.
Figure 8-1.
Overhangs can produce droopy and fluffy layers
If you are experiencing drooping plastic from overhangs or
bridging, after cutting away the looped plastic, you can sand
the edges to smooth them out. However, although sanding will
smooth out the finish, it will also scuff and scratch the surface
of your print. If you choose to sand away defects, the it is best
to use finishing techniques described in
“Surface Finishing”
(page 87)
.
Another interesting capability of the Replicator 2 is support for
bridging
.
Bridging uses the super-fast printing speeds of the Replicator along with the