Information Technology Reference
In-Depth Information
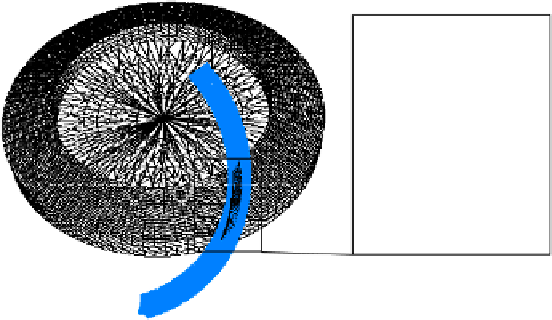
workpiece
tool
enveloping
body
penetrated volume =
undeformed chip
geometry
Fig. 5.
3D penetration calculation of triangulated surfaces
3
Calculated Characteristic Values for Tool Wear Analysis
3.1
Current Characteristic Values for Process Analysis
Chip thickness h
cu
and the working length l
e
are characteristic values, besides the
cutting forces, for description and analyzing the bevel gear cutting process according
to [3-4], see figure 6. The chip thickness represents the thickness of the undeformed
chip at a certain point on the cutting edge. The working length represents the cutting
path i.e. the contact length between the tool and the workpiece during the cutting.
Investigations from [3-4] and [8] show that also the characteristic values like the
working rake angle γ
e
and relief angle α
e
have a significant influence on the tool wear.
Especially the flank wear of the tool is not only influenced by the chip thickness h
cu
and the working length l
e
, but also by the geometry of the cutting edge. The cutter
geometry inter alia is determined by the rake and relief angle of the cutter. These
angles are defined in the German Standard DIN 6580 and DIN 6581 [9-10].
As a conclusion of the state of the art investigations it can be stated that there is
partly the possibility to analyze the tool wear by means of the current characteristic
values. But there is no sufficient approach yet for a prediction of tool wear in bevel
gear cutting.
In industrial application there are different tool concepts. One of the concepts is the
alternating half profile blades. They are separated into outside and inside blades, see
figure 7. Both blades are defined as a blade group. One blade group cuts the contour
of one gap including gear root and flanks. The outside blade cuts the concave flank
and the inside blade cuts the convex flank of the gear gap. From this typical two-flank
chips are cut. The removed material on the flanks respectively the chip thickness
h
cu,flank
depends inter alia on the chip thickness on the tip h
cu,tip
and the pressure angle
δ
OB
or δ
IB
of the tools:
h
cu,flank
= h
cu,tip
· sin(δ)
(2)









Search WWH ::

Custom Search