Biomedical Engineering Reference
In-Depth Information
pressed (impregnated) among the carbon fibers that
are either woven in a fabric form, or are arranged
axially in parallel.
The polymer may be in the form of powder, film,
or fibers. There are examples of PEEK fibers blended
with carbon fibers in woven products commercially
available. The advantage of such an arrangement is
that the two types of fiber are intimately blended
(meaning that the flow path is short when the polymer
is later melted, which assists polymer impregnation
of the fabric) and the fabric construction is flexible as
opposed to rigid. This enables the material to be bent
and folded into the mold to create complex shapes, as
may be required.
Polymer films can also be used in combination
with fabrics in an interleaved sense and these can be
hot pressed some way above the melting point of the
polymer (360
e
380
C) to force the molten polymer
between the fibers to achieve full impregnation of the
fabric. This can be a convenient process because it
avoids the need for specialist fiber blending as
required with polymer/carbon fiber mixes and
conventional
With all of these methods there are optimized
conditions that manufacturers use to achieve the best
possible pre-preg material. The diameter of PEEK
fibers in relation to the carbon fibers is important for
the blended fiber route and an optimized powder
particle size distribution is important for the powder
impregnation route, including the specific method of
powder impregnation, which remain trade secrets.
3.5 Processing to Make Parts
So far the manufacturing of base materials in the
form of compounds and composites has been
described. The objective of the device manufacturer
is to make parts from these materials, which means
converting them from their current form (granules in
the case of compounds and pre-preg sheets in the
case of composite materials) to finished artifact in
a manner that not only optimizes the performance of
the product but also employs processing methods
appropriate for the form factor.
When heated above the melting point of the matrix
polymer, compounds may be melt processed by
injection molding because the viscosity and flow
characteristics of the material fall within the required
parameters for this conversion process. Composite
materials generally cannot be processed in this way if
fiber lengths are to be preserved because the melt
viscosity is too high, leading to molding pressures in
excess of the capability of conventional injection
molding machines. Some “long fiber” injection
molding processing methods have been developed,
but composite materials in the sense of continuous
fiber composites require an alternative method of
processing, as will be described later in this chapter.
high-temperature-capable
carbon
fabrics may be employed.
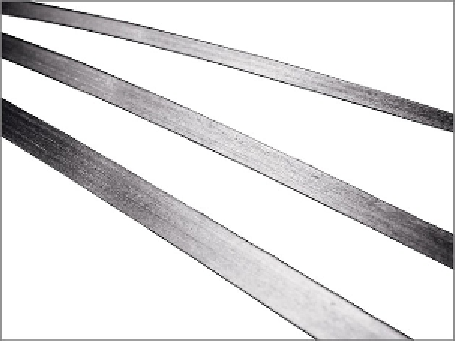
The third method of creating pre-impregnated
fibrous material involves the use of polymer powder.
In this case the powder is mixed in between the
reinforcing fibers such that it is evenly dispersed at
the appropriate volume ratio. Conventionally, the
mixture of powder and reinforcing fibers is heated
such that the powder melts, coating and binding
together the fibers. At room temperature this forms
a solid pre-preg sheet of aligned unidirectional fibers,
as illustrated for ENDOLIGN pre-preg in
Fig. 3.23
.
3.5.1 Processing of Compounds
3.5.1.1 Injection Molding
Injection molding has been described in Chapter 2.
The principles are the same for the molding of
compounds as for unfilled polymer, although there
are some differences in the process parameters
between the two classes of material. Filled polymers
have an increased melt viscosity compared with
unfilled polymers and as a consequence, for a given
mold cavity, the injection pressure is higher. For the
same reason, complete mold filling is also more
difficult using filled materials. To help offset the
increased viscosity, it is often necessary to increase
Figure 3.23
ENDOLIGN pre-preg tapes (unidirectional
carbon fibers). Photo courtesy of Invibio.