Biomedical Engineering Reference
In-Depth Information
(a)
(b)
Electrospinning
parameters
Fiber dimension
(nm)
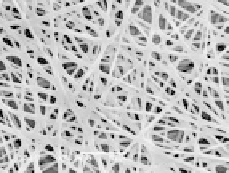
10 kV, 0.75 mL/h
513 ± 83
15 kV, 0.75 mL/h
327 ± 60
(c)
(d)
20 kV, 0.75 mL/h
308 ± 58
10 kV, 1.50 mL/h
466 ± 97
15 kV, 1.50 mL/h
356 ± 63
(e)
20 kV, 1.50 mL/h
361 ± 43
FIGURE 5.5
PCL/Col 20% fi bers electrospun with varying voltage and polymer fl ow rate. Electrospin-
ning distance was kept at 15 cm: (a) 10 kV, 0.75 mL/h, (b) 15 kV, 0.75 mL/h, (c) 20 kV, 0.75 mL/h, (d) 15 kV,
1.5 mL/h, and (e) 20 kV, 1.5 mL/h. Table on the left summarizes the correlation between electrospinning
parameters and resulting fi ber dimension.
dry fi bers with 10% concentration, giving relatively larger diameter fi bers and more ribbon formation
in the structure. Electrospinning of the collagen became more diffi cult with concentration above 10%
due to viscosity effects. Beading and formation of extremely thick fi bers were observed for 15% col-
lagen concentration.
Similar fi ndings were observed with the electrospinning of poly(ethylene oxide) (PEO) as shown
in Figure 5.7. The fi ber size and morphology of PEO depend on the solution concentrations used
for the electrospinning process. At the lower concentration (10%) bead formations were signifi cant
although fi ne fi bers were forming as well. Formation of beads is common in polymer solutions with
lower concentrations. Viscoelastic forces of polymer jets during the electrospinning process resist
fast changes in the fi ber shape while surface tension attempts to minimize the surface area. The lat-
ter prevails in lower concentration (thus lower viscosity) of polymers while the former is dominant
in higher concentration solutions promoting the formation of smooth fi bers (Figure 5.7a, 15%, 20%,
and 25%). Viscoelastic forces also cause the apparent increase in fi ber diameter by resisting the
stretching and splaying in the bending instability region.
The morphology of electrospun fi bers also depends on the fl ow rate of polymer to the elec-
trospinning tip. Such effect in the electrospinning of PEO fi bers is illustrated in Figure 5.7b. At
slower fl ow rates (0.5 mL/h), polymer mass transfer was not fast enough to maintain a stable jet,
which resulted in the formation of beads and broken fi bers. Increasing the fl ow rate improved
the stability of the electrospinning jet although beads still formed at 1.0 mL/h and breakages
were observed at 1.5 mL/h. At 2.0 mL/h, relatively smooth fi bers free of beads and breakages
were formed.
Choice of the solvent is one of the critical parameters in electrospinning of polymeric materials.
Conductivity, surface tension, dielectric constant, and viscosity are properties of the polymer