Biomedical Engineering Reference
In-Depth Information
devices by inclusion of a porogen in the powder [17]. Therics Inc. uses a 3-DP system to produce
bone fi llers composed of PLGA and tricalcium phosphate (TCP), the fi rst example of an RP com-
mercial product specifi cally for tissue engineering.
With 3-DP it is often diffi cult to remove excess polymer grains, and the residual amount of
solvent is only reduced by 10-15% in weight. As mentioned, this system allows the realization of
polymeric structures with a lateral resolution of approximately 0.3 mm, which is suboptimal if pre-
cise control of cell positioning is required. Its RTM ratio is about 1, thus placing it at the high end
of manufacturing effi ciency.
4.6.3 L
ASER
S
INTERING
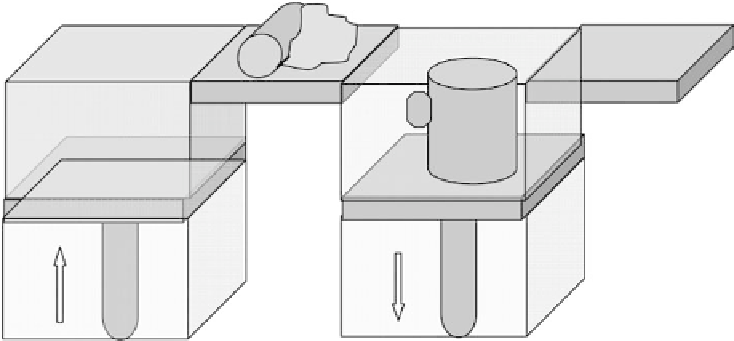
This microfabrication system uses a laser beam in order to realize polymeric microstructures.
A polymer powder layer is placed on the substrate, and an infrared laser beam locally raises a given
spot to the temperature of glass transition, thereby fusing the polymeric grains. Once a layer has been
appropriately patterned, the substrate is moved down, and a new polymer powder layer is applied.
Excess polymer powder is left in loco during the fabrication process because it prevents collapse of
overhangs, but then it can be rather diffi cult to remove during the postprocessing phase.
CAD/CAM software is employed for designing the structures layer-by-layer and for controlling
the laser beam and the motion of the micropositioner where the laser beam and substrate for deposi-
tion are mounted, as schematized in Figure 4.8 [18].
This technique is typically used to realize bone implants with calcium phosphate powders
or ceramics but has also been successfully employed for polymers and gels such as PCL and
Scanner
system
Laser
Powder
Powder
reservoir
Roller
3-D
scaffold
Piston
Piston
FIGURE 4.8
The laser-sintering process.