Information Technology Reference
In-Depth Information
LSL
USL
-6
σ
+6
σ
-6
-4
-2
0
2
4
6
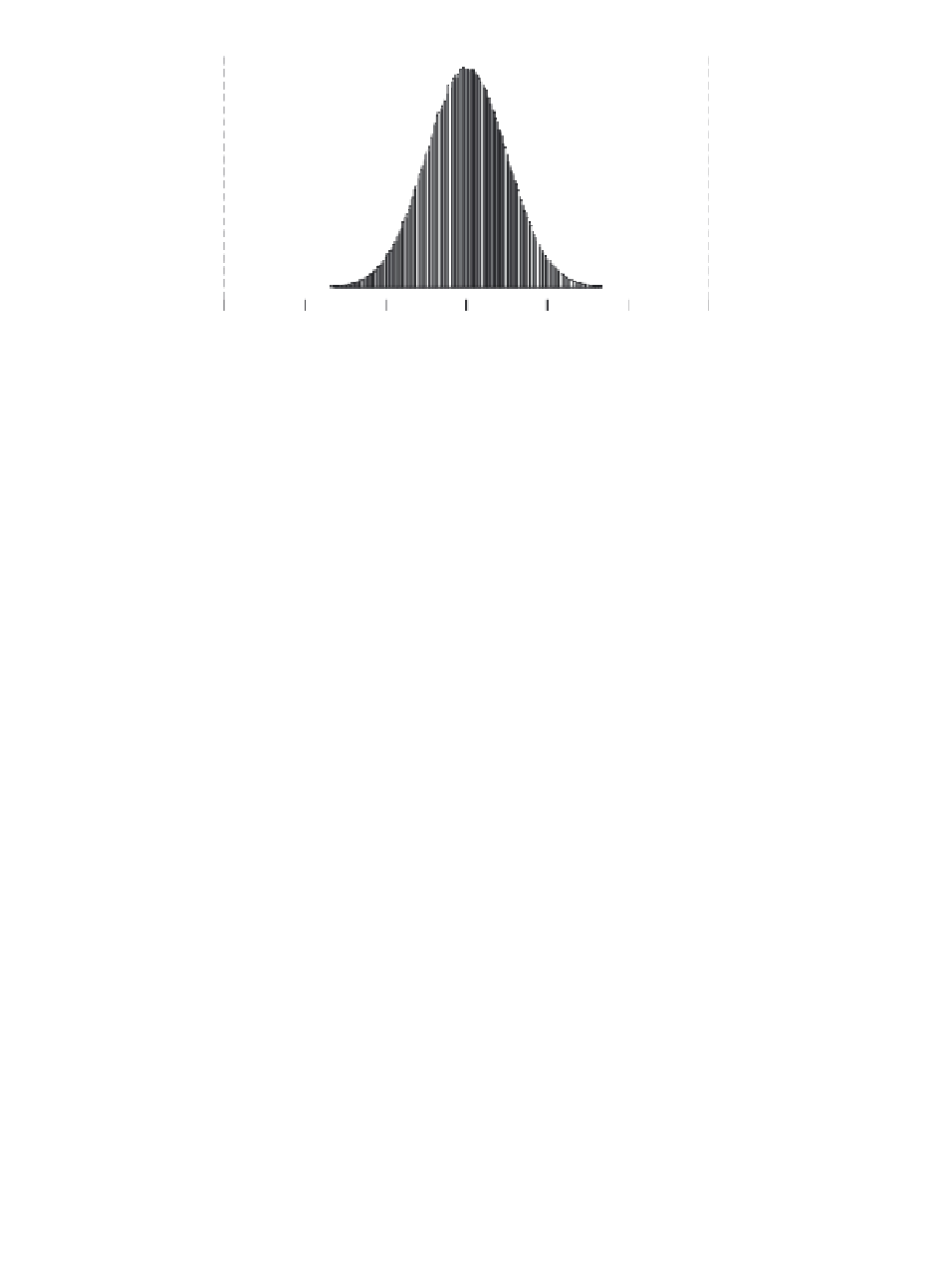
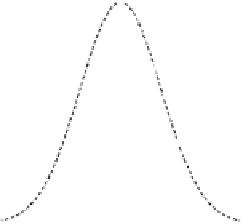
FIGURE 7.12
Six Sigma capable process (short term).
When a process spread is greater than the specification spread, the process is
incapable of meeting the specifications and a significant amount of the output will
fall outside of the specification limit and will yield unacceptable performance. The
sigma level is also know as the
Z
value (assuming normal distribution) and for a
certain CTQ is given by
USL
−
mean
or
mean
−
LSL
Z
=
(7.1)
σ
σ
where USL is the upper specification limit and LSL is the lower specification limit.
7.7.1
Motorola's Six Sigma Quality
In 1986, the Motorola Corporation won the Malcolm Baldrige National Quality
Award. Motorola based its success in quality on its Six Sigma program. The goal
of the program was to reduce the variation in every process such that a spread of
12
on each side of the average) fits within the process specification limits (see
Figure 7.12).
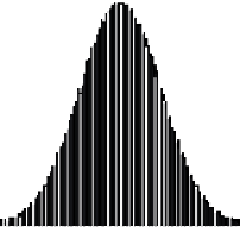
Motorola accounted for the process average to shift side to side over time. In
this situation, one side shrinks to a 4.5
σ
(6
σ
(see
Figure 7.13). This shift accounts for 3.4 parts per million (ppm) on the small gap and
a fraction of parts per billion on the large gap. So over the long term, a 6
σ
gap, and the other side grows to 7.5
σ
σ
process
will generate only 3.4 ppm defect.
To achieve Six Sigma capability, it is desirable to have the process average centered
within the specification window and to have the process spread approximately one
half of the specification window.
There are two approaches to accomplish Six Sigma levels of performance . When
dealing with an existing process, there is the process improvement method also known
















































































































































































Search WWH ::

Custom Search