Biomedical Engineering Reference
In-Depth Information
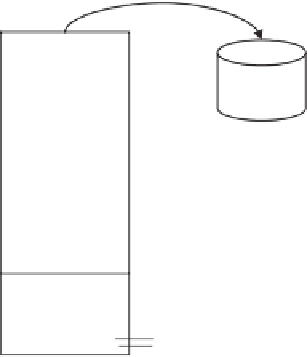
Foam
breaker
Foam
(containing protein)
Separated protein
Feed
(Liquid containing
protein)
Bottoms
Inert gas
Figure 3.4
Schematic process for foam fractionation.
are created as a result of the passage of gas through a liquid medium. Proteins with greater
surface activity orientate themselves and are capable of being adsorbed at the gas-liquid
interface created during bubble formation. A schematic of a typical foam fractionation set
up is presented in Figure 3.4. Bubbles leaving the surface of the feed solution carry both
adsorbed compounds and bulk liquid into the foam; as the interstitial liquid drains back
along the lamella of the bubbles, non-adsorbed solutes are returned to the retentate leaving
an enriched foam (Wang
et al
., 2009). The remaining liquid contained in the gas phase
is, thus, selectively enriched with protein having greater surface activity compared to the
proteins retained in solution.
Foam fractionation is a relatively inexpensive technique for protein separation. Most
studies in the literature are, however, experimental and very few report on industrial
applications. Among other applications, foam fractionation has been used to separate wheat
flour proteins, ovalbumin, lysozyme, egg albumin, milk proteins (e.g., beta-casein, bovine
lactoferrin, bovine serum albumin, alpha-lactalbumin, and beta-lactoglobulin) and potato
protein from potato juice waste water after starch extraction (Weijenberg
et al
., 1978 ; Keller
et al
., 1997 ; Hossain and Fenton, 1998 ; Brown
et al
., 1999 ; Wang and Liu, 2003 ; Wang
et al
., 2009 ).
Parameters influencing efficiency of protein separation include bubble size distribution,
bubble rupture and coalescence, fluid drainage and rate of bubble formation. Separation
ratio (SR) defines the ratio between the protein concentration in the foam and that in the
starting solution (feed). Separation efficiency (SE), on the other hand, is the product of the
flow rate of the foam phase and protein concentration in the foam divided by the product of
the flow rate of the liquid effluent and protein concentration of the effluent. Separation ratio
is affected by the feed protein concentration (FPC), feed flow rate (FFR), gas velocity (GV)
and the height of sampling (HS). For a given superficial GV, SR decreases with an increase
of FPC (Wang and Liu, 2003). Additionally, the averaged protein concentration in the foam
decreases with increasing GV; SR decreases with increasing FFR. Increasing the gas to feed
flow rate ratio (G/F) decreases SR up to a critical G/F beyond which a plateau is reached.










Search WWH ::

Custom Search