Information Technology Reference
In-Depth Information
and orientation in a 3D modelling environment. All the models are placed in a similar
method that leads to the completion of machine design with many components where any
possible part collisions will be detected early at design stage.
5. Case study
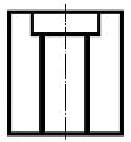
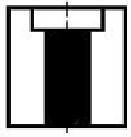
Figure 16 shows a rotational part 50 mm in diameter and 75 mm in length. As shown in the
Figure this part has three machining features: counterboring, drilling, and tapping. The
workpiece material is low carbon steel and it has not been subjected to heat treatment
processes before. The annual production quantity is 1,500,000 and production will be
running for five years. Manufacturer of this part faces three options for production:
traditional machines, CNC Chiron machining centre, and SPM. As the part size is small, on
the CNC machining centre it is possible to use a pallet carrying 50 parts. Once the pallet is
loaded the machine begins processing 50 parts in one setup. Once processing of all 50 parts
is completed the pallet will be exchanged with another one that is already loaded with 50
new parts ready for processing. This would significantly reduce machine idle time for
loading and unloading.
(a) (b)
Fig. 16. (a) The part with three machining features, (b) machining operations of the part
from left to right: counterboring, drilling, and tapping
Table 2 compares the times required for performing machining operations on the traditional
lathe, CNC Chiron machining centre, and SPM. Total time of machining on traditional lathe
and CNC machine are equal to the sum of cutting times plus non-cutting times that include
tool changing between processes, loading/unloading, and free movements of cutting tool.
As schematically shown in Figure 17, the multi-station SPM for this part has an indexing
table with four stations, one for loading/unloading and three for processing. This makes it
possible to perform all machining operations simultaneously, one process at each station.
Machining units are arranged such that all of the operations can be performed at a single
part setup. Accordingly, the total machining time for each part is equal to the longest time
needed for a single operation, plus one indexing time. As represented in Table 2, the total
time per part on traditional lathe is 50 seconds, on the CNC machine 15.12 seconds, and it is
only 6.8 seconds for SPM. Therefore, SPM produces 529.41 parts/hour, a figure remarkably
higher than 238.10 for the CNC machine, and significantly higher than 72 for the lathe. Yet it
is possible to multiply the output of the SPM when all machining stations are equipped with
multi-drill heads.