Biomedical Engineering Reference
In-Depth Information
5
RPN
5x5x1 = 25
RPN
1x4x5 = 20
4
RPN
3x3x3 = 27
Limit for
D = 1
3
O
2
RPN
5x2x5 = 50
RPN
1x1x5 = 5
1
Limit for
D = 5
0
0
1
2
3
4
5
S
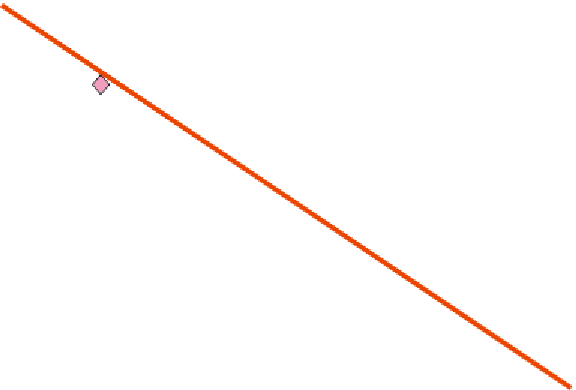
Figure 7.10
RPN presented as a graphical plot.
much easier as you can visualize the S, O, and D and see the effect that D has on the overall
RPN. Sometimes it is better to have a graph for each value of D, but it is easy with modern
desktop publishing to produce a color-coded contour map with all values of D taken into account.
If you wish to ind out more about FMEA then there is a plethora of topics on the subject.
Also, due to its wide use in industry, the number of websites is enormous. There is FMEA
software available, but unless you know what you are doing no amount of software is going
to help. The hardest aspect of FMEA is to decide occurrence, detection, and what the value of
RPN actually means. The rest is simply imagining the worst.
7.5.1 Fault Tree Analysis
The main issue with FMEA is that you often associate a particular failure mode with a single
route cause. In larger systems this need not be the case. More often it is a systemic failure
due to a sequence of smaller events. To determine this sequence we use fault tree analysis; as
with other important tools there is a standard: IEC 61025 (BSI, 2007). There is another type
of fault tree analysis, from Six Sigma - the Ishikawa diagram (or herringbone diagram). Also,
there is the classic “5 Whys” we have met earlier. For those of you with devices in the highest
classifications a fault tree analysis is a must!
The basis of a fault tree is to determine the sequence of events that leads to this failure. One of
the very good reasons for doing this is to design out any potential misuse due to either stupidity
or incompetence. Another reason is that this analysis can give us the value for O in an FMEA
analysis. This analysis is essential if you use, or intend to use, any software to support your device.















































Search WWH ::

Custom Search