Graphics Reference
In-Depth Information
caso, una dimensión como la
Z
mostrada en la figura
11.12a debe omitirse o bien proporcionarse sólo como
una dimensión de referencia.
Como regla general, resulta mejor dimensionar
cada superficie de manera que esté afectada por sólo una
dimensión. Esto puede hacerse relacionando a todas las
dimensiones con una sola superficie de referencia tal co-
mo la superficie B de la figura 11.12b.
tricos al multiplicar por 25.4 y redondear a una cantidad
decimal menor.
11.11
SISTEMA MÉTRICO DE TOLERANCIAS Y
■
AJUSTES
El material anterior sobre límites y ajustes entre partes
correspondientes se aplica en ambos sistemas de medi-
ción. En la norma ANSI B4.2 se encuentra un sistema de
límites y ajustes métricos recomendado por la Organiza-
ción Internacional para la Estandarización (ISO,
Interna-
tional Organization for Standarization
). Este sistema se
especifica para orificios, cilindros y ejes, pero también
puede adaptarse a ajustes entre superficies paralelas o
elementos como cuñas y ranuras. Los siguientes términos
para ajustes métricos, que se ilustran en la figura 11.14,
son de alguna manera similares a los términos para los
ajustes con pulgadas decimales:
1.
El tamaño básico es el tamaño a partir del cual se asig-
nan límites o desviaciones. Los tamaños básicos, por lo
general diámetros, deben seleccionarse a partir de una
tabla de tamaños recomendados (figura 11.15).
11.10
■
TOLERANCIAS Y PROCESOS
DE MAQUINADO
Las tolerancias deben ser consideradas como sea posible,
siempre y cuando permitan el uso satisfactorio de la parte
maquinada. Entre más estrecha sea la tolerancia, más cos-
tosa resultará la manufactura de la parte. Pueden obtener-
se grandes ahorros mediante el uso de herramientas
económicas y bajos costos de mano de obra e inspección y
la reducción en el desperdicio de material.
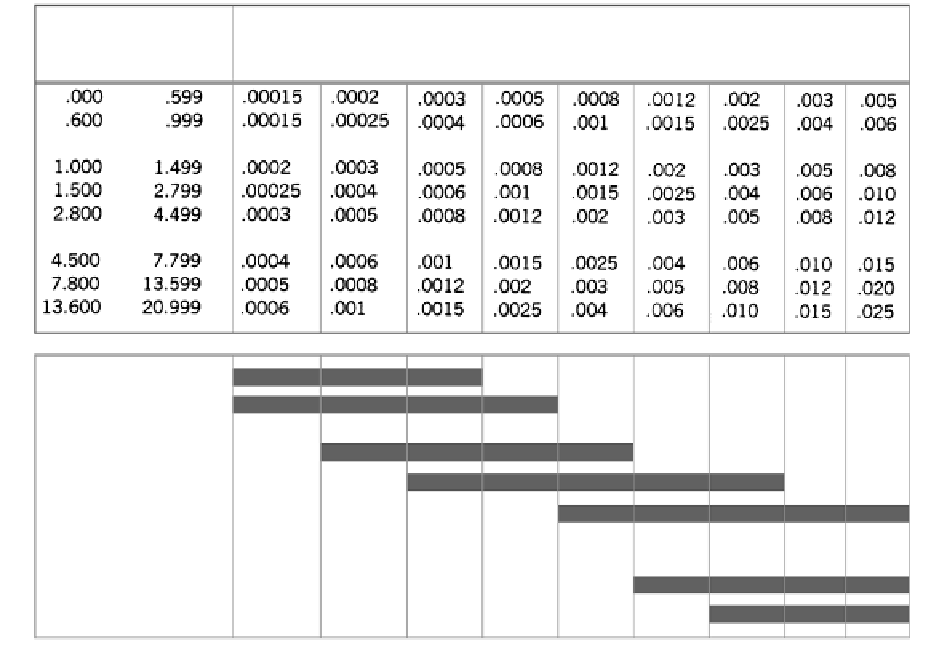
La figura 11.13 muestra una gráfica que puede utili-
zarse como guía general. En ésta se presentan las toleran-
cias alcanzables mediante el proceso de maquinado que
se indica. Estos valores pueden convertirse en valores mé-
■
FIGURA 11.13
■
Procesos de maquinado y sus tolerancias.
Rango de tamaños
Hasta,
Desde inclusive
Tolerancias
Esmerilado y rectificado
Pulimentado, torneado
y perforado con diamante
Ensanchado
Escariado
Torneado, perforado, ranu-
rado, aplanado y formado
Fresado
Taladrado