Biomedical Engineering Reference
In-Depth Information
Finishing includes such steps as cleaning, heat setting,
bleaching, shrinking (compaction), inspection, packaging,
and sterilization and will influence the ultimate properties
of the biotextile fabric.
Figure 3.2.4-12
represents a sche-
matic of a typical finishing operation used in vascular graft
manufacturing. The chemicals used in the finishing oper-
ation may differ among manufacturers and are usually
considered proprietary. If the cleaning process is properly
designed, all surface finishes are removed during the
finishing process. Testing of the finished product for cy-
totoxicity and residual extractables is typically used to
ensure all the surface additives are removed from the
product
0
s surface prior to packaging and sterilization.
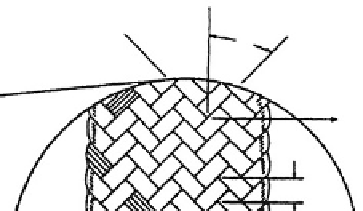
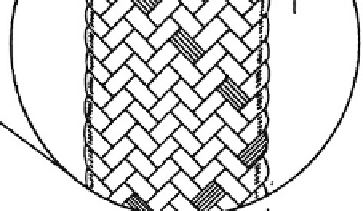
Diamond braid
Regular braid
Hercules braid
Fig. 3.2.4-10 Braided constructions.
Testing and evaluation
finishing operation. Other surface finishes, on the other
hand, such as yarn lubricants, can be removed with the
proper cleaning and scouring operations. Typically such
surface additives are mineral oil based and demand spe-
cially designed aqueous-based washing procedures or
dry-cleaning techniques with organic solvents to ensure
complete removal. In addition to such surface lubricants,
the warp yarns may be coated with a sizing agent prior to
weaving. This sizing protects the yarns from surface
abrasion and filament breakage during weaving. Since
each polymer and fabrication process is different, the
finishing operation must be material and device specific.
Once the biotextile is in its final form, it must be tested
and evaluated to confirm that it meets published stan-
dards and its intended end use. The testing will include
component testing on each component including the
textile as well as final functional testing of the entire
device. When developing and implementing a testing
program, various pieces of reference information may
apply, including ASTM standards, AAMI/ISO stan-
dards, FDA documents, prior regulatory submissions,
and the results of failure analyses. In setting up the test
plan a fine balance is needed so as to minimize the scope
of the testing program while still ensuring that the
0
°
5
90
°
6
4
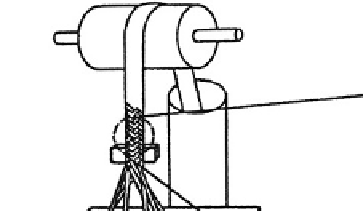
Pick
3
2
1
1— Track plate
2— Spool carrier
3— Braiding yarn
4— Braiding point and former
5— Take-off roll with change gears
6— Delivery can
d
Flat braider and braid
Fig. 3.2.4-11 Sketch of flat braider.