Biomedical Engineering Reference
In-Depth Information
16
16
14
14
12
12
wt.%
vol.%
10
10
8
8
C-1
C-2
C-3
C-4
C-5
Coating type
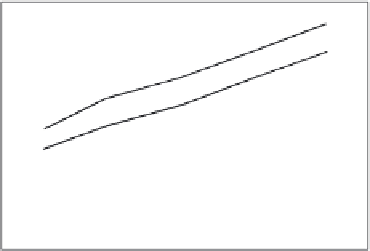
FIGURE 4.16
Content of α-TCP in as-sprayed crystalline coatings that shows the influence of spray parameters on phase com-
position of the resultant coatings. (From Khor et al.,
Biomaterials
, 25, 1177-1186, 2004. With permission.)
totally melted, the phases α-TCP, TTCP, and β-TCP are all exhibited in the resultant coating
(Wang et al. 1993a). The difference in the content of α-TCP in the coatings demonstrated
in Figure 4.16 further indicates that the extent of HA phase decomposition is significantly
related to the MFP during coating formation. From this point of view, the melt fraction
of powder is practically meaningful. It is clear that augmentation of starting particle size
results in decrease in melt fraction and hence contributes to decreased phase decomposi-
tion of HA.
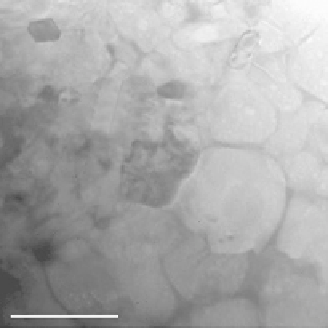
Interestingly, TEM observation evidenced that the melted part shows a smaller grain
size than the unmelted part (Figure 4.17) (Khor et al. 2004). It is noted that the HA grains
located in the unmelted part are of a far larger size than those in the melted part, which
underscores the influence of rapid cooling on grain growth during coating deposition. It
should be noted that grain size is mainly responsible for the mechanical performances
of materials. The relatively reduced grain size located in the resolidified zone, which is
Melted zone
Unmelted zone
1 µm
FIGURE 4.17
TEM image of as-sprayed HA coating showing different grain size and the interface between melted and
unmelted parts of HA splat. (From Khor et al.,
Biomaterials
, 25, 1177-1186, 2004. With permission.)














Search WWH ::

Custom Search