Biomedical Engineering Reference
In-Depth Information
a
b
Pressure / Stepper motor
V
Z
Dispensing material
(with cells)
T
1
Plotting medium
T
2
V
XY
B
Solidified material
(with encapsulated cells)
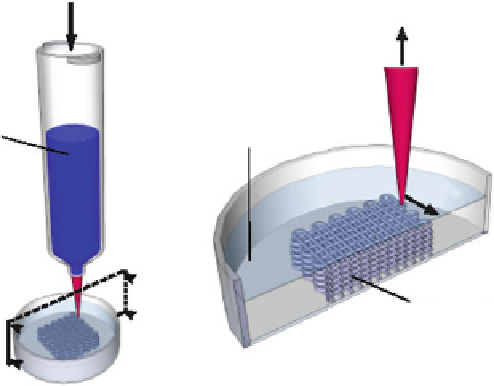
Fig. 9.5
Scheme of 3D-Bioplotter™ dispensing principle. In the 3D-Bioplotter™ system, the
nozzle works pneumatically or via volume-driven injection. This also illustrates the principle of
nozzle-based systems in general, where a nozzle is used for the deposition of material. Key differ-
ence with other nozzle-based systems is the ability to plot into a liquid medium with matching
density, thus introducing buoyancy compensation
(M-LDM) system is proposed to fabricate scaffolds with heterogeneous materials
and gradient hierarchical porous structures by the incorporation of more jetting
multi-nozzle into the system [
176
]. Biomolecules can be applied in the LDM
process to fabricate a bioactive scaffold directly.
3D-Bioplotter™.
This 3D dispensing process, displayed in Fig.
9.5
, has been
introduced by Landers and Mülhaupt in 2000 at the Freiburg Research Centre [
177
] .
The technique was specifically developed to produce scaffolds for soft-tissue engi-
neering purposes, and simplifying hydrogel manufacturing. The three-dimensional
construction of objects occurs in a laminar fashion by the computer-controlled
deposition of material on a surface. The dispension head moves in three dimensions,
while the fabrication platform is stationary. It is possible to perform either a continu-
ous dispension of microstrands or a discontinuous dispension of microdots. Liquid
flow is generated by applying filtered air pressure (pneumatic nozzle), or using a
stepper-motor (volume-driven injection (VDI) nozzle). The ability to plot a viscous
material into a liquid (aqueous) medium with a matching density is the key feature
of this process. Low viscous materials in particular benefit from this buoyancy com-
pensation principle. Since heating is not required, the system can process thermally
sensitive biocomponents, and even cells. Curing reactions can be performed by
plotting in a co-reactive medium or by two-component dispensing using mixing
nozzles. The strand thickness can be modulated by the varying material viscosity,
deposition speed (speed in the planar field), tip diameter or applied pressure.
Constructs built by this plotting technique mostly have smooth strand surfaces,
which are not desired for appropriate cell attachment. Therefore, further surface
Search WWH ::

Custom Search