Biomedical Engineering Reference
In-Depth Information
500
μ
m
600
μ
m
(a)
(b)
200
m
20
m
(c)
μ
(d)
μ
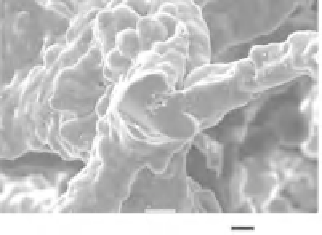
Figure 12.6
SEM images relating to the polymer foam replication process: (a) a
sacrificial polyurethane foam template; (b) a porous glass foam after removal of
the polymer template and sintering; (c) a porous glass of lower pore size; and
(d) cross-section of a hollow strut caused by the polymer removal. (Images by
Zoe Wu. Copyright (2012) Zoe Wu.)
out of the foam, literally between two fingers. Industrial companies must
have an automated process for this as reticulated ceramic foams are mass
produced for other applications. After the excess powder is removed, the
foams are heated at 250
◦
C to burn out the organic components (pyrol-
ysis) and sintered for 3 hours. For glasses, the sintering temperature is
chosen depending on the glass composition, as it must be in the sintering
window between the
T
g
and
T
c
(usually around 700
◦
C). Figure 12.6
shows SEM images of the polymer foam (Figure 12.6a) and the resulting
glass scaffold (Figure 12.6b). Polymer foam replication is successful in
that it produces a very open interconnected structure. Polymer foams
are easy to produce or purchase, and pore size is very much determined
by the polymer foam specifications, which means foams of different
pore sizes can be easily produced. Figure 12.6(c) shows a glass foam
that was produced from a polymer foam of lower pore size. However,
up-scaling is challenging. Polymer removal also leaves hollow foam
struts (Figure 12.6d), which means that mechanical properties are low.