Environmental Engineering Reference
In-Depth Information
Direkt nach dem Aushärten sollte das Laminat getempert werden, um eine höhere Festigkeit
und Qualität des Laminats zu erreichen. Mit einer späteren Temperung können nicht mehr
die gleichen Resultate erreicht werden. Beim Tempern wird das Bauteil möglichst noch in der
Form langsam und gleichmäßig erwärmt (in ca. 8-10 Stunden), dann etwa die gleiche Zeit bei
konstanter Temperatur gehalten und anschließend langsam wieder abgekühlt. Je höher die
Tempertemperatur ist, umso besser sind die Resultate. Die Höhe der Temperatur richtet sich
nach dem Harz, eventuell dem Sandwichmaterial und der Form. Sie sollte zwischen 60 und
90
±
C liegen. Für UP- und VE-Laminate ist das Tempern besonders wichtig, da dadurch der
Aushärtungsgrad und damit die Festigkeit erhöht werden, sowie das noch im Laminat befind-
liche Styrol schnell verdunstet.
5.6.3 Zusammenbau des Rotorblattes
Sind Ober- und Unterschale sowie die Holme getrennt gefertigt worden, müssen sie zusam-
mengefügt werden. Zunächst werden in die Ober- oder Unterschale die Holme eingeklebt.
Dann werden die Vor- und Hinterkanten der beiden Schalen sowie die obere Seite der Holme
mit Kleber versehen und die zweite Schale aufgelegt. Da dann das Rotorblatt geschlossen und
je nach Größe nicht mehr zugänglich ist, können die Klebestellen auch nicht mehr kontrolliert
werden.
Die Fertigungstoleranzen bei großen Bauteilen aus FVW sind relativ groß. Das liegt daran, dass
beim Aushärten der Harze diese schrumpfen, Epoxy-Laminate bis zu 3%, je nach Anordnung
der Fasern, UP- und VE-Laminate bis 5%. Ferner erwärmen sich die Laminate während des
Aushärtungsvorgangs bis über 100
±
C und dehnen sich entsprechend aus. Die Formen dehnen
sich nicht im gleichen Maße mit, da sie meistens nicht aus Materialien mit den gleichen Wär-
meausdehnungskoeffizienten hergestellt sind und nicht die gleichen Temperaturen haben wie
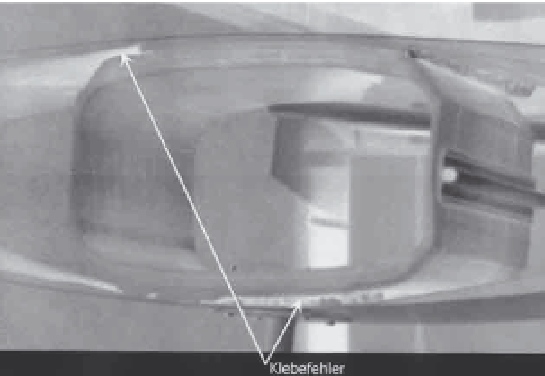
das Laminat. Wegen der dadurch auftretenden großen Toleranzen wird beim Zusammenfü-
gen mit einem großen Kleberüberschuss gearbeitet, um die Toleranzen zu überbrücken, siehe
Bild
5.27.
Eine dicke Klebenaht hat aber eine deutlich geringere Festigkeit als eine dünne. Fer-
ner kann die Festigkeit der Klebenähte erhöht werden, wenn die Bauteile zusammengedrückt
werden, was bei Rotorblättern kaum möglich ist. Deshalb sind die Klebestellen ein Schwach-
punkt bei Rotorblättern und führen bei Rotorblättern häufig zum Versagen.
Bild 5.27
Klebefehler an der Ver-
bindung; Holme mit der Außenscha-
le an einem Rotorblatt (Foto: Autor)