Environmental Engineering Reference
In-Depth Information
sind. So sind z. B. Matten aus Carbonfasern nicht sinnvoll, da mit ihnen nur geringe Festig-
keiten erzielt werden. Die Fasern und die Bauteile aus ihnen sind schlag- und stoßempfind-
lich. Man unterscheidet bei den Carbonfasern unterschiedliche Typen wie normalfeste Fa-
sern (E-Modul
º
200GPa, Festigkeit
º
1 800MPa, Bruchdehnung
º
1,3%), hochfeste Fasern
(E-Modul
º
350 GPa, Festigkeit
º
3 500MPa, Bruchdehnung
º
1,3%), Ultra-Hochmodul- Fa-
sern (E-Modul
º
800 GPa, Festigkeit
º
2 000 MPa, Bruchdehnung
º
0,5%) usw. Die Tempe-
raturausdehnung bei Erwärmung ist in Längsrichtung der Fasern negativ, in Querrichtung
positiv (siehe Tabelle
5.1)
.
Aramidfasern:
Aramidfasern (z. B. Kevlar) sind Fasern für spezielle Anwendungen, z. B. bei
stoß- oder schlagempfindlichen Bauteilen. Ihre mechanischen Eigenschaften liegen zwi-
schen denen von Glas- und Carbonfasern. Sie weisen jedoch einen gravierenden Unter-
schied auf, so beträgt die Zugfestigkeit
º
2500MPa, die Druckfestigkeit aber nur
º
500MPa,
d. h., sie sind sehr druckempfindlich. Ferner haben sie ein relativ hohes Energieaufnahme-
vermögen (Schlagfestigkeit). Das Temperaturverhalten ist ähnlich wie bei den Carbonfa-
sern.
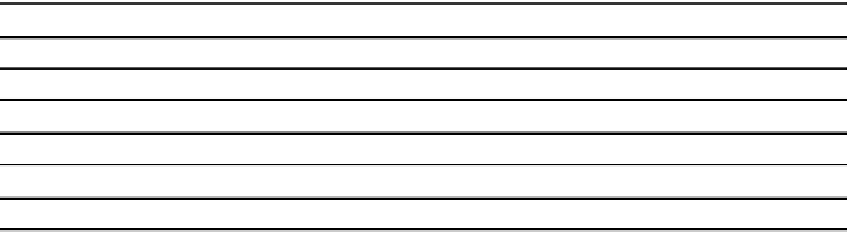
Tabelle 5.1
Eigenschaften der technisch wichtigsten Fasern
Eigenschaften
Glasfasern Carbonfasern Aramidfasern
E-Modul in Faserrichtung [GPa]
71-85
200-800
75-130
E-Modul quer zur Faserrichtung [GPa]
71-85
6-15
5
Schubmodul [GPa]
28-34
10-15
5-10
Querkontraktionszahl längs/quer [-]
0,24/0,24
0,2/0,3
0,2/0,34
Dichte [g/cm
3
]
2,5-2,6
1,7-1,8
1,4-1,45
Zugfestigkeit (gealtert) [MPa]
1 500-2 200
2 000-3 500
2 500-3 000
Bruchdehnung [%]
3,5-5,0
0,5-2,0
3-4
Temperaturausdehnung längs/quer [
10
°
6
/
±
K]
5
°
0,5/10,0
°
5/55
Die einzelnen Fasern werden zu Garnen mit meistens 64 oder 128 Fasern verarbeitet. Mit den
Garnen werden die unterschiedlichen Halbzeuge wie Matten (unausgerichtete Fasern), Ge-
webe in verschiedenen Bindungsarten wie Leinwand, Köper, Atlas usw., Gelege, Rovings (Fa-
serstränge), Tapes (flache Faserstränge) und Gewirke hergestellt. Je nach Halbzeug werdenmit
den daraus hergestellten Laminaten bei gleichemFaseranteil unterschiedliche Festigkeiten er-
reicht. So haben Laminate aus Matten die geringste Festigkeit, aus Rovings hergestellte die
höchste. Die Faseranteile in Längs- und Querrichtung können unterschiedlich sein von je 50%
in beiden Richtungen bis nahezu 100% in einer Richtung (Rovings und Tapes). Um mit mög-
lichst geringem Fertigungsaufwand dicke Laminate herzustellen, sind bei wenig gekrümmten
Bauteilen Gelege am besten geeignet. Die maximale Dicke von multiaxialen Glasfasergelegen
beträgt ca. 1mm, entsprechend ca. 2,6 kg/m
2
, von Carbonfasergelegen ca. 0,2mm, entspre-
chend ca. 0,35 kg/m
2
.
Für Laminatemit hohen Ansprüchen an Festigkeit, Gleichmäßigkeit der Bauteile und schneller
Verarbeitung kommen auch sogenannte Prepregs (Pre- oder vorimprägnierte Fasern) infrage.
Sie sind bereits konfektioniert und mit Epoxy-Harz imprägniert. Damit das Harz nicht aushär-
tet, werden sie tiefgekühlt gelagert und vor dem Verarbeiten aufgetaut. Sie sind dann leicht
klebrig und können auch über Kopf verarbeitet werden. Anschließend werden die Bauteile in
einemWärmeofen (Autoklav) ausgehärtet.