Environmental Engineering Reference
In-Depth Information
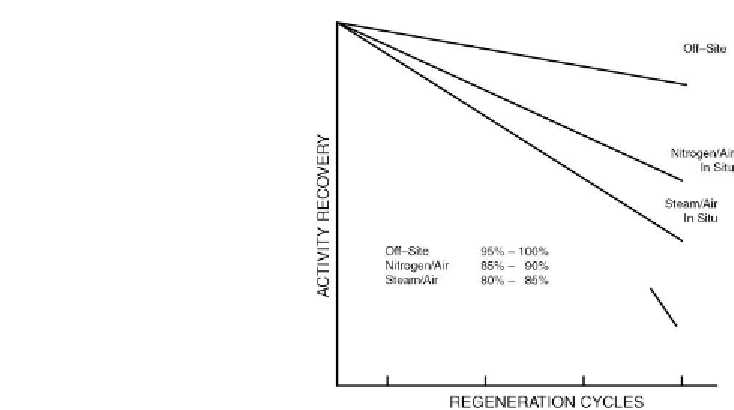
Figure 6.33: Comparison of activity recovery for off-site and in-situ regeneration [From ref.
448
.
Reprinted with permission].
Off-site regeneration provides the opportunity for the catalyst particle size and density
grading. Thus, the presence of fines, which cannot be removed during the in-situ regeneration
unless entire content of reactor is unloaded, screened, and reloaded, may lead to the unplanned
shut downs of the operational cycle due to the unwanted pressure drops development. It has
been established that a higher level of the catalyst activity recovery and/or a greater number of
the utilization-regeneration cycles could be achieved using the off-site regeneration. This is
supported by the comparison of the in-situ and off-site regeneration results shown in
Fig. 6.33
[448]
.
6.4.1 In-Situ Regeneration
According to the procedure for in-situ regeneration conducted on a refinery site and described
by Osipov et al.
[449]
, at the end of the hydroprocessing operation, flow of the feed was
replaced with the mixture of straight run diesel fraction and light catalytic gas oil in the flow of
H
2
. Using this mixture, the catalyst was washed during 11 h at 300
◦
C to remove carry-overs
and a portion of coke. Subsequently, the catalyst was dried in the flow of H
2
at 380
◦
C for 6 h.
Then, the system was flashed with an inert gas before the introduction of diluted air at reactor
pressure of 1.5MPa and temperature of 320-340
◦
C. The regeneration was completed at
480
◦
C and total pressure of 2MPa. Under these conditions, the regeneration proceeded for
15 days. During regeneration, a circulation system involving sodium carbonate was in
operation to remove sulfur oxides from the gaseous effluent. Simplified schematics used
for the in-situ regeneration used in the study of Osipov et al.
[449]
is shown in
Fig. 6.34