Environmental Engineering Reference
In-Depth Information
subsequent sulfidation in H
2
S/H
2
mixture
[444]
. However, below 473 K, the agent inhibited the
sulfidation.
The efficiency of the conventional presulfiding method involving an H
2
S containing gas can be
improved by optimizing presulfiding parameters. For example, Dugulan et al.
[445]
showed
that a more active catalyst is obtained after presulfiding at 4MPa compared with a near
atmospheric pressure. The XpresS presulfiding method introduced by TRICAT involves
treatment of regenerated catalyst using H
2
S in the first ebullated bed reactor
[446]
. This
ensures uniformity of presulfidation. Subsequently, the presulfuded catalyst is transferred into
the second ebullated bed reactor where the treatment with a gas renders the catalyst odourless
and enables it to be handled in air.
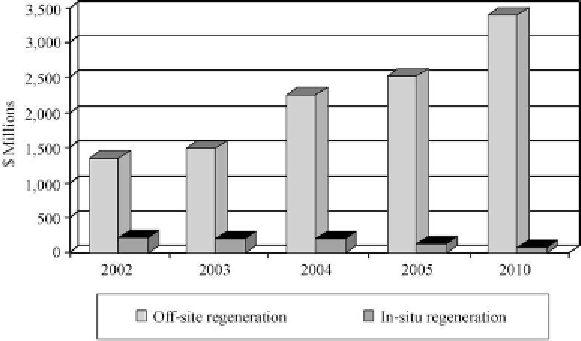
6.4 Industrial Regeneration
Before 1980, most of the regenerations of spent hydroprocessing catalysts were conducted
in-situ, using the air diluted either with steam or nitrogen. Since that time, the off-site
regeneration has been gradually replacing the in-situ regeneration. According to
Fig. 6.32
[447]
, today, the in-situ regeneration on a commercial scale was phased out almost completely.
The off-site regeneration became the method of choice for several reasons, e.g., corrosion
issues, safety and environment, time considerations, availability of the experienced staff, and
better activity recovery. The temperature control was one of the drawbacks of the in-situ
regeneration. Thus, temperature runaways damaging the catalyst structure and the reactor
material could not be entirely avoided
[13]
.
Figure 6.32: Trends in off-site versus in-situ regeneration of spent catalysts [From ref.
447
.
Reprinted with permission].