Environmental Engineering Reference
In-Depth Information
Fuel
Fuel
Fuel
Syngas
Drying
Drying
Drying
Pyrolysis
Pyrolysis
Pyrolysis
Reduction
Syngas
Air
Air
Reduction
Oxidation
Air
Hearth
Oxidation
Reduction
Ash
Air
Syngas
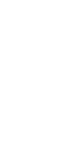
FIGURE 10.8
Diverse fixed bed reactor types: updraft (left), downdraft (mid), and cross-
draft (right). (Source: Adapted with permission from Olofsson et al. (2005). © Umeå
University (Sweden).)
(see Figure 10.8). Typically, such gasifiers are coupled to diesel or gas engines; sys-
tems of 100
200 kW
e
with an approximate electrical efficiency of between 15 and
25% are commercially available on the market. High costs and the need for gas clean-
ing and careful operation have prevented application in large numbers. Some systems
are being applied more or less successfully in, e.g., rural areas of India, Indonesia, and
China (Stassen, 1995).
The
downdraft gasifier
is a cocurrent reactor, in which the fuel and the gasification
agent move in the same direction, and it is presented in Figure 10.8 (mid). Different
distinct reaction zones are present in this reactor type: a drying zone in which
moisture is evaporated from the biomass fuel while slowly moving downward in
the direction of the pyrolysis zone; in that zone, the biomass is decomposed into
chars, tars, and gases. A part of the pyrolysis gas/vapor products is burned in the
combustion zone below. The heavier (polyaromatic) hydrocarbon species, called tars,
are cracked there due to the high temperature, which is a result of the overall exother-
mic reactions in the combustion zone. Thus, the produced gas exiting from below
the last gasification zone is relatively clean, i.e., with low tar concentrations. In
the gasification zone, remaining char is converted using the steam and carbon dioxide
in the gas from the combustion zone above that has run out of oxygen. This gasifier
configuration is uncomplicated and practically mostly reliable and has been proven
for quite some biomass fuels, such as relatively dry blocks or lumps with a low ash
content and containing a low portion of fine and coarse particles (Bridgwater, 1995).
The physical limitations of the diameter in relation to the particle size mean that
there is an upper limit to the capacity of this configuration of around 500 kg
−
h
−1
(Bridgwater, 1995).
Another alternative fixed bed gasifier design is the
updraft gasifier
, which is a
countercurrent reactor in which the fuel and the gasification agent flow in opposite
directions. In Figure 10.8 (left), a schematic representation of an updraft gasifier is






















Search WWH ::

Custom Search