Environmental Engineering Reference
In-Depth Information
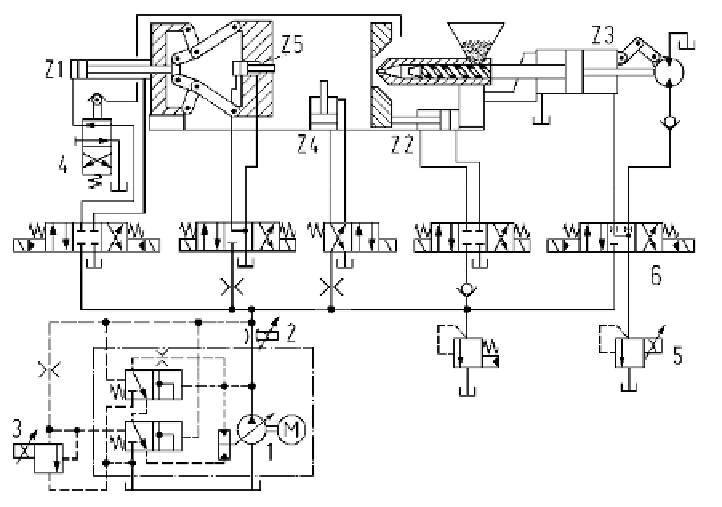
Hydraulik einer Kunststoff-Spritzmaschine, Bild 9.24.
Der Volumenstrom der
Verstellpumpe (1) wird durch den Druckabfall an der Verstelldrossel (2) gesteuert
(LS-Prinzip). Das ferngesteuerte Druckbegrenzungsventil (3) dient zur vorgesteu-
erten Druckabschneidung - hiermit wird der Arbeitsdruck beim Einspritzen be-
stimmt. Wenn es anspricht, entsteht an der darüber liegenden Festdrossel ein
Druckabfall, der zur Betätigung des unteren Pumpenverstellventils führt (Pumpe
schwenkt zurück). Damit können an den Verbrauchern der Maschine sowohl unter-
schiedliche Arbeitsgeschwindigkeiten als auch Arbeitskräfte bzw. Spritzdrücke
energetisch günstig erzeugt werden. Das Sicherheitsventil (4) verhindert das
Schließen des Werkzeugs (Z1) bei geöffneter Abdeckung. Der elektrohydraulisch
gesteuerte Arbeitszyklus läuft wie folgt ab:
-
Schließen des Werkzeugs (Z1), Vorschieben der Kernzüge (Z4)
-
Verschieben der Spritzeinheit (Z2),
-
Antreiben
der Schnecke
(Ölmotor),
an (Z3)
baut
sich
in
der
rechten
Kammer
ein Gegendruck auf, der durch DBV (5) kontrolliert wird.
-
Umschalten von Ventil (6), Einspritzen des plastifizierten (heißen) Kunststoffs
(Z3) mit geregeltem Druck an Ventil (3)
-
Zurückfahren der Spritzeinheit (Z2) und der Schnecke (Z3)
-
Öffnen des Werkzeugs (Z1) und
Zurückziehen der Kernzüge (Z4)
-
Ausstoßen des (nicht dargestellten) Formteils (Z5)
Bild 9.24:
Hydraulik einer Kunststoff-Spritz-
gießmaschine (nach Mannesmann-Rexroth).
Neue Alternative:
Konstantpumpe
mit
drehzahl-
variablem Asynchronmotor (Wechselrichter)