Environmental Engineering Reference
In-Depth Information
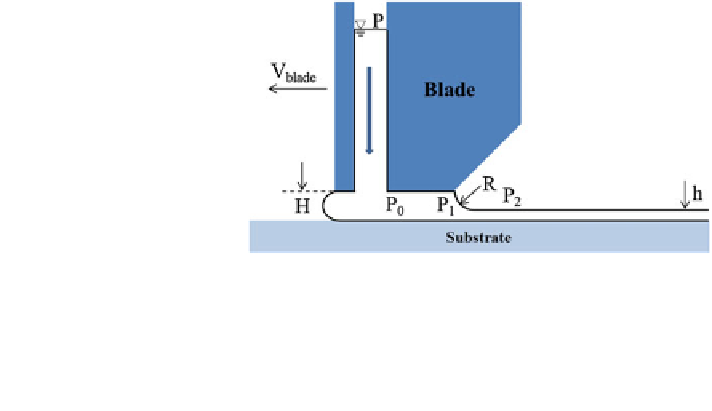
Fig. 2 The schematic
diagram of the blade-coating
process
manner, if the surface tension is small, a large amount of volume will stay after the
coating. This phenomenon is also known in the dip-coating process, where the
typical film thickness equation is expressed as [
8
],
1
=
6
1
=
2
lV
blade
r
lV
blade
qg
h ¼ 0
:
946
ð
5
Þ
If the density of the solution q, viscosity l, and surface tensionr are treated as
constants, we can lump them together as a coating constant K. Similar treatment
can be applied to blade coating. Therefore in both cases the film thickness versus
blade speed can be expressed simply as
Þ
2
=
3
h K V
blade
ð
ð
6
Þ
In the actual blade-coating experiment, we found that the film thickness of
P3HT:PC
61
BM blend film used as the active layer (substrate size: 2
00
9 3
00
) in the
polymer solar cells is well matched with theoretical values as shown in Fig.
3
. The
solution consisted of 20 mg P3HT and 16 mg PC
61
BM dissolved in 1.2 mg
dichlorobenzene.
1.2.3 Slot (Die) Coating
If there is no pumping pressure to deliver the ink from the reservoir to slot nozzle,
the thickness relation is the same as that of blade coating. However, conventional
slot coating uses the static pump to extrude the solution. Therefore, the thickness
depends on the volume-rate of the pumped solution. The thickness can be
expressed as follows:
_
V
WV
slot
h
w
'
ð
7
Þ
_
V
: volume flow rate of the pumping, W: coating width of the slot-die, V
slot
: coating
speed.

Search WWH ::

Custom Search