Environmental Engineering Reference
In-Depth Information
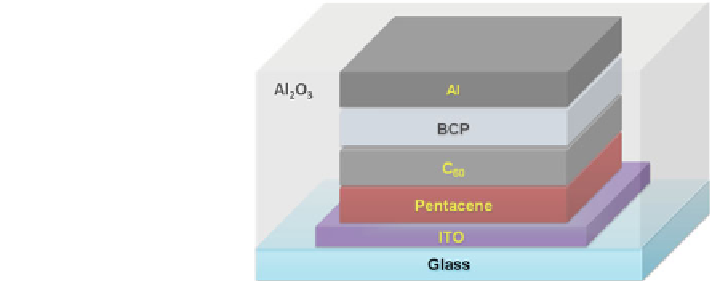
Fig. 6.20 Schematic of
device structure [
107
]
The device encapsulated with only UV epoxy degrades by a slower rate, whose
performance decreases to 50 % of the initial value after 100 h and to 25 % after
almost 250 h upon exposure to ambient atmosphere due to a short-term protection
of epoxy. The devices with Al
2
O
3
by ALD and with or without UV epoxy layer
have PCE and J
sc
within 6 % of their initial values after 6,145 h of exposure to
ambient atmosphere.
Moreover, Sarkar et al. did not use the UV-curable epoxy and developed
improved ultrathin Al
2
O
3
layers, grown by using ALD, as primary barrier layers
for encapsulation of OPV devices [
105
], as shown in Fig.
6.22
. The encapsulation
characteristics of this barrier layer can be improved by replacing H
2
O with O
3
as
the ALD oxidant, exhibiting superior device encapsulation to the barrier layer
grown by using H
2
O. This Al
2
O
3
barrier layer was done without any additional
UV-curable epoxy resin film as a sealant for protecting the devices from ambient
moisture and oxygen. Through optimization, the optimal thickness of Al
2
O
3
is
18 nm to function well, and thus 210 cycles of O
3
-Al
2
O
3
give the best device
encapsulation exhibiting 80 % of its initial efficiency over a period of 500 h. The
authors have compared two different ALD temperatures functioning as an
annealing step beneficial to the formation of phase separation in the active layer.
Additionally, Luo et al. presented a thin layer of MnO inserted in between
photoactive layer and metal cathode to improve the device efficiency and air
stability [
109
]. The results indicate that MnO can serve as electron-transporting
layer and protection layer from damages caused by moisture and oxygen. The
OPV device with 3 nm MnO layer retains a PCE of 28.42 % of its initial value
after 2 weeks while the device without MnO layer has only 6.03 % of initial PCE
just after 2 days without encapsulation. It is promising to use such a MnO layer to
enhance both device efficiency and operation stability.
The most common technique to obtain an ultra-high barrier layer is to use
alternating organic-inorganic multilayer, i.e., inserting inorganic barriers between
polymer buffers to reduce the number of pinholes [
110
], resulting in smoothly
coated surface, decreased mechanical damage, and increased thermal stability
[
18
]. On the other hand, stacked structure is produced by repeating the alternating
process, allowing organic layers to ''decouple'' the defects from neighboring
inorganic layers. Madakasira et al. reported the conformal deposition of parylene
Search WWH ::

Custom Search