Environmental Engineering Reference
In-Depth Information
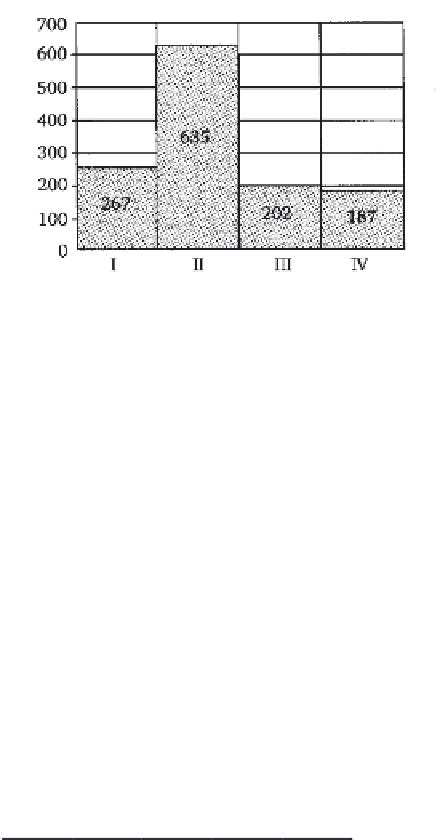
7.21
Number of defects in welded joints in DN800 pipelines and
repeated forced circulation collectors of RBMK reactor detected
by NI methods and repaired at the manufacturing plant (Dzhuro
Dzhakovich): I) inspection after welding (radiography); II) inspection
after welding (ultrasound); III) inspection after heat treatment
(ultrasound); IV) superinspection prior to delivery of pipeline
(ultrasound).
did not reveal any defects (see below):
1990 - 78 welds inspected (9 field, 18 shop, 51 longitudinal). Defects
were not detected;
1991 - 160 welds inspected (26 field, 34 shop, 100 longitudinal). Defects
were not detected.
1992 - 371 welds inspected (89 field, 71 shop, 211 longitudinal). Defects
were not detected.
1993 - 182 welds inspected (89 field, 32 shop, 61 longitudinal). Defects
were detected.
1994 - 191 intersections inspected. Defects were not detected.
Table 7.4
Results of ultrasound inspection of DN800 pipelines of repeated
forced circulation circuit of unit 1 of the nuclear power plant shown as the
ratio of the number of identified discontinuities to the number of tested welds
Field welds
Shop welds
Year of
control
circumferential
circumferential
longitudinal
1
2
3
1
2
3
1
2
3
1989
71
4
0.056
46
1
0.08
-
-
-
1990
48
13
0.27
25
3
0.12
100
2
0.02
1991
86
18
0.21
48
11
0.23
97
2
0.021
1992
156
25
0.16
46
13
0.28
251
0.032
1994
112
25
0.22
34
0
0
109
9
0.08
Total
524
85
0.16
199
28
0.14
557
21
0.037
Note. 1. Inspected number of welds. 2. Number of defective welds. 3. Ratio of the number
of defective welds to the number of inspected welds.













Search WWH ::

Custom Search