Environmental Engineering Reference
In-Depth Information
A
/
A
0
, dB
5.33
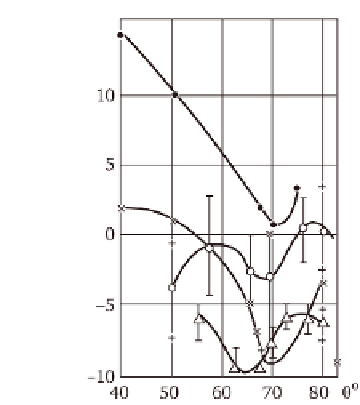
Amplitude of the echo signal from the angle of contact with the defect:
• - slit 3×2 mm deep; x - 3×2 mm notch; o - cracks 1-3 mm deep;
Δ - pitting corrosion, depth 0.8-2mm.
the planar defects with a small opening (90%).
Higher detectability of defects using ultrasonic inspection (as compared
to RG) was recorded also in the studies in the PISC-III programme, although
RG was used only in isolated cases. The results shown in Fig. 5.13 and 5.17
indicate that the ultrasonic method is somewhat better than RG, if applied
automated ultrasonic testing (Technatom equipment and TRC installation
are used). Manual ultrasonic testing showed worse results compared with
the results obtained by automated ultrasonic testing as well as RG.
Estimates of the detectability of defects such as hot cracks by the dye
penetrant method showed low detectability of defects. The total detectability
of the defects is shown in Fig. 5.32.
The above results have already shown that detectability depends strongly
on the type and size of the discontinuity. Thus, for a planar discontinuity its
orientation with respect to the ultrasonic wave and the direction of radiation
is important. Figure 5.33 shows the dependence of the echo signal from the
angle of contact with the defect.
88
The detectability is strongly by the volume of defects. Cracks
under the effect of compressive stresses are especially difficult to
detect. V.G. Shcherbinsky and N.P. Aleshin
84
showed the effect of the
size of the defect, the type and method of inspection on the accuracy of
detection. Figure 5.34 shows the dependence of the true
d
s
and equivalent
d
eq
dimensions of the real defects in the vertical plane. For bulky defects with
2 <
d
s
< 8 mm, this dependence is approximated by
d
eq
= 2
d
s
0,58
, suggesting
that the true size of bulk defects can be determined on the calibration
curve. Measurement of planar defects with a single probe gives greater
Search WWH ::

Custom Search