Environmental Engineering Reference
In-Depth Information
Table 5.5
Integrated assessment of the detection of discontinuities
VNIIAES
(Bauman)
VNIIAES
(YuTe)
SUMIAD
(YuTe)
Parameter
Radiography
N
det
15
19
15
20
K
d
0.60
0.76
0.60
0.80
K
p
0
1
4
4
The dependence of the detectability of discontinuities on the length
of the defect was estimated as follows. The data on the length of the
defects were represented by the data from the test sample certificate,
and investigations were carried out on discontinuities corresponding to
those embedded in the preparation of the test sample and confirmed by at
least two different methods of ultrasonic testing and/or radiography. The
dependences obtained are shown in Fig. 5.13.
The detectability of defects using different inspection methods of was
also analysed for the main circulation line DN 800 of the RBMK-1000
reactor.
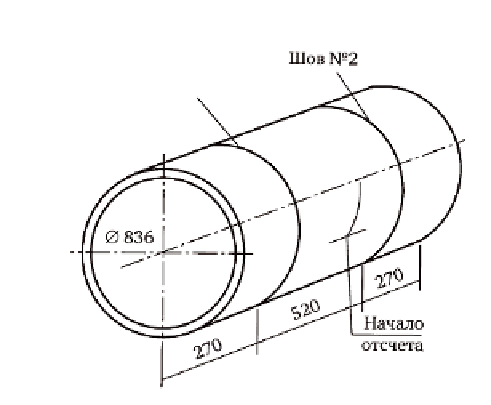
A test sample (see Fig. 5.6 and 5.14), made of three coils of pipe
DN800 was used in this case. The pipe material was steel 22K, clad with an
austenitic deposit (in this case, imported steel KREZELSO was used). The
test sample contained two welded joints: repair and assembly. In this topic,
attention is only given to the results of inspection of the assembly weld No.
1 in plane and volume defects were produced (incomplete fusion of the weld
root, incomplete fusion with the edge, slag and pores). Assembly weld No.
1 (Fig. 5.15) is based on standard technology of manual arc welding with
Weld No. 2
Weld No. 1
Start of
measurement
5.14
Diagram of the test sample DN800 of the main circulation
pipeline of the RBMK-1000 reactor.







Search WWH ::

Custom Search