Environmental Engineering Reference
In-Depth Information
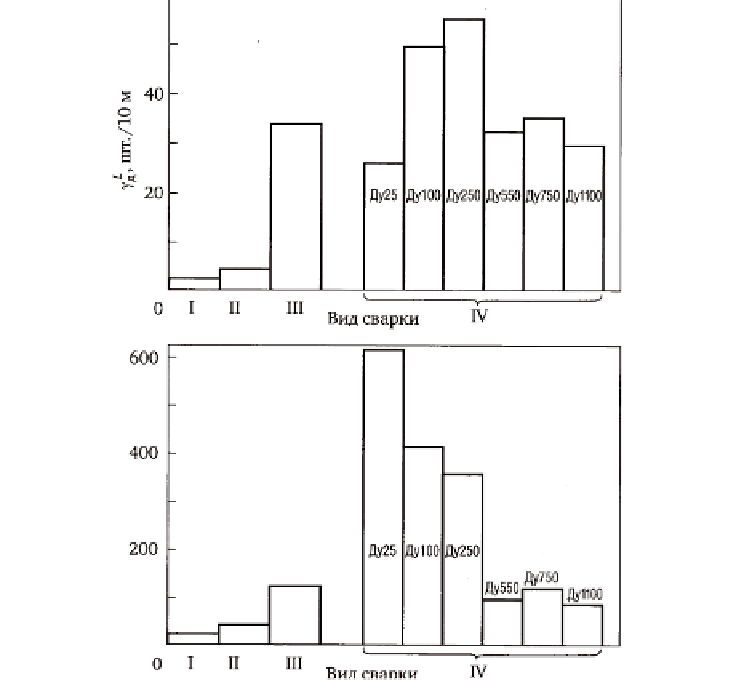
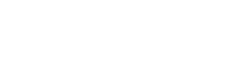
DN550 DN750
DN1100
DN25
DN100 DN250
Welding method
DN25 DN100
DN250
DN750
DN550
DN1100
Welding method
5.1
Diagrams of specific defects in welds in steam generator
casings (I-III) and nozzle welds (IV) under different types of welding
ised: I, II - respectively, electroslag, automatic submerged arc; III,
IV - manual electric welding.
In conducting successful hydraulic tests, if an
a
cr
<
s
, the dependence
N
(a) corresponds to that shown Fig. 5.2c.
The dependence
N
(
a
) also affects repair according to the results of flaw
inspection (Fig. 5.3). The value
a
0
in Fig. 5.3 corresponds to the rejection
size of the defect.
The curves
N
(
a
) (see Fig. 5.2) can be called curves that characterise real
defects in a construction. Curve 2 in Fig. 5.3 corresponds to the residual
defectiveness remaining in the structure after inspection and repair of real
defects. For brevity, the term 'residual real defectiveness after inspection
and repair' will be replaced by the term 'residual defectiveness'.
The actual initial (prior to inspection) defectiveness and residual
defectiveness should distinguish between themselves and also should be








Search WWH ::

Custom Search