Biomedical Engineering Reference
In-Depth Information
1.
I
NTRODUCTION
Chatter is considered to be a self excited vibration between the machine
tool and the workpiece [1, 2]. Regenerative chatter is the most important type
of chatter and it is a consequence of both the previously cut surface and
current chip formation. As the tool is creating a new cut surface by removing
material in a form of a chip, it leaves waviness in the profile that consequently
affects the next cut. The new wavy surface induces vibrations in the tool that
then affects the surface (Figure 1). Chatter is a great problem in cutting due to
the fact that it causes decrease in tool life, limited productivity, bad surface
finish, poor tolerances as well as unacceptable noise. Chatter problems in
turning and milling have been covered extensively throughout the years and
can easily be found in literature [1-4].
There are many papers dealing with the analytical models for prediction of
maximum stable depths of cut as function of spindle speeds. This way, optimal
operating regimes have been defined for both turning and milling operations
resulting in the use of large depths of cut and large spindle speeds
simultaneously. Some researchers went even further and developed computer
programs for chatter prediction [5].
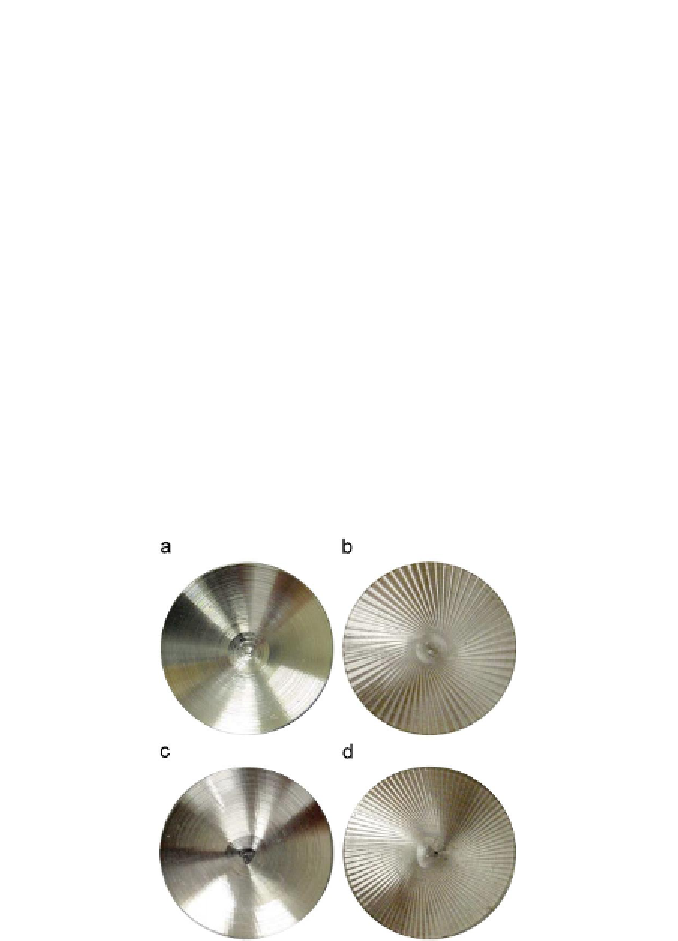
Figure 1. Hole shapes: (a) stable cut, no visible vibrations; (b) sunray pattern due to
unstable torsional-axial chatter vibration; (c) trigon caused by whirling vibrations and
(d) surface resulting from combined torsional-axial chatter and whirling vibration [6].