Environmental Engineering Reference
In-Depth Information
suchung muss auf möglichst wenig funktionsfremde Störungen am Körper des Recht-
eckstabes geachtet werden. Das Werkstück wird deshalb nur mittig am linken Rand
durch einen Knoten in x-Richtung gehalten. Diese Stelle ist weit entfernt von der
wichtigen Schnittzone und beeinflusst auch nicht das Biegemomentverhalten.
Die Auswertung der grafischen Ergebnisse (Tafel 6/15) bezieht sich auf die v.-
Mises-Vergleichsspannungen nach einem Schiebeweg von 0,8 mm. Für Stahl mit
seinem hohen Elastizitätsmodul bedeuten 0,8 mm eine extrem große Formände-
rung. Im Diagramm - dargestellt die Werte der y-Koordinatenachse (N2462 bis
N2461) - liegen auch alle Spannungswerte über 220 N/mm
2
und übersteigen damit
die Scherfließgrenze eines unlegierten Baustahls (z. B. E295).
In mehreren Zonen sind Überschreitungen der Scherbruchgrenze erkennbar, d. h.
dort würde bereits eine Trennung des Werkstoffes erfolgen. Nach dem Spannungs-
bild müsste damit ein Teil des Werkstückes hin zum Niederhalter abscheren, was
sich aus der praktischen Erfahrung nicht ergibt. Zu erklären ist diese Diskrepanz mit
der fehlenden Zeitkomponente in der Modellrechnung. Das verwendete FE-Programm
bearbeitet eine nichtlineare Rechnung nur auf der Basis des statischen Gleichge-
wichtes. Bei Programmen, die beispielsweise Crashverhalten erfassen, würde das
Zeitverhalten eingehen und den vorliegenden Ablauf wirklichkeitsnäher abbilden.
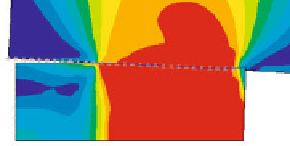
Im Modell wurden der Schneide, der Gegenschneide und dem Niederhalter die
gleichen Werkstoffwerte wie dem Werkstück zugeordnet, so dass sie im Gegensatz
zur Praxis ebenfalls verformt und Fließvorgängen ausgesetzt sind (Abb. 6.23.). An
der Schneide treten neben den erwarteten Spalten zwischen den berührenden Kör-
pern auch Verformungen nahe der Schnittkante auf. Die Schneide als schwächerer
Körper weicht aus. Daraus folgt, dass die Spannungsverteilung im Werkstück nicht
wirklichkeitsnah wiedergegeben wird.
Mit der Simulation einer gehärteten Schneide durch Zuordnung eines fiktiven hö-
heren Elastizitätsmoduls könnte dieser Mangel behoben werden. Eine solche Ent-
scheidung ist allerdings mit dem Nachteil verbunden, dass durch das starre Eindrin-
gen in das Werkstück große Elementeverzerrungen entstehen, die den Abbruch der
Rechnung auslösen können. Es wurde deshalb auch eine Verformung der Gegen-
schneide hingenommen und auf den Kontakt an Linie L9 verzichtet (Abb. 6.23.).
Im Modell nach Tafel 6/15 gibt es 3 Koppelgruppen, d. h. Knoten wurden selek-
tiert in einem Verbund, durch einen Masterknoten repräsentiert und damit einheit-
lich auf den gewählten Freiheitsgrad fixiert (siehe auch Abschn. 3.2.2). Das Kop-
peln führt bei Gegenschneide und Niederhalter zu starrer Lagerung. An der Schnei-
de kann die zur Verschiebung notwendige Kraft ermittelt werden. Ausgelesen wurde
am Masterknoten 38 kN, zu deuten als notwendige Pressenkraft.
390 N/mm
2
Werkstück
verformte Schneide
Niederhalter
390 N/mm
2
Werkstück
verlorener
Kontakt
Gegenschneide
Abb. 6.23.
Ausschnittsvergrößerungen von Schneide und Gegenschneide


Search WWH ::

Custom Search