Civil Engineering Reference
In-Depth Information
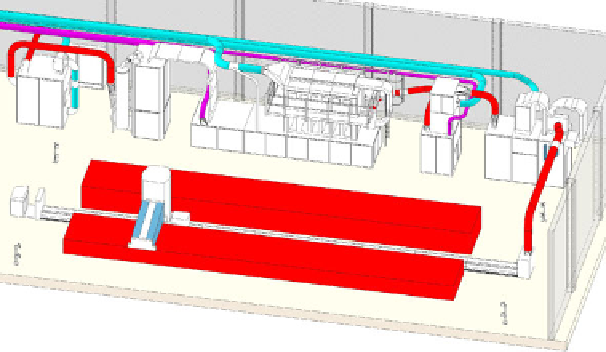
Abb. 5.16
Putzerei mit Ballenöffner und Reinigungsanlage (Prozesse 1 und 2)
126
42 =5292 qm (!). Von bedeutendem Längeneinfluss ist die Gruppe der Spinnmaschi-
nen, die bei vorliegender Spinnstellen-Anzahl eine Länge von ca. 55m hat.
Gestaltung dieses Beispiels liegen branchenübliche Mindestabstände der Maschinen und
Funktionsflächen für Bedienung, Instandhaltung und Materialtransporte zu Grunde.
⋅
Zu weiteren Aspekten derartiger Anlagen
Zu weiteren Aspekten bei Planung und Be-
trieb von Spinnereien werden Ergebnisse innovativer Produktentwicklung der Fa. RIETER
[1.28], einem ebenfalls weltweit agierenden Planer und Hersteller von Spinnereitechnik, an
ausgewählten Beispielen dargestellt.
Prozessverkürzung am Beispiel der Streckprozesse
Abbildung
5.19
zeigt am Beispiel
des Streckprozesses die Prozessverkürzung: Bisherige, separate Streckpassagen sind durch
einen unmittelbar nach den Karden angeordneten Streckmodul ersetzt. Diese Gestaltungs-
möglichkeit ist das Ergebnis innovativer Weiterentwicklung des Streckprozesses und der
perfektionierten Maschinentechnik (Streckmodul). Vorteile sind insbesondere:
Verringerung von Produktionsfläche und -raum und daraus folgende Senkung der In-
vestitionskosten für die Bauhülle und der laufenden Kosten für Raum und Energie (Kosten
Senkung des Energieverbrauchs am Beispiel Ring- und Kompaktspinnen
Die Garn-
herstellkosten setzen sich etwa wie folgt zusammen: Investitionskosten 40 %, Abfallkosten
23%, Hilfsmaterialkosten 9%, Personalkosten 2%, Energiekosten 26%.
Abbildung
5.20
veranschaulicht Ringspinnmaschinen mit überflur angeordnetem, au-
tomatisiertem Spulentransport- und -wechselsystem. Abbildung
5.21
zeigt den um 5 bis
8 % gegenüber den vergleichbaren Maschinen der weltweiten Konkurrenz-Unternehmen