Java Reference
In-Depth Information
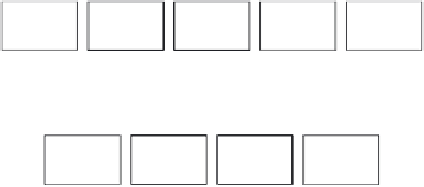
PDB
AM
ES
RG
SC
PLC
PLC
PLC
PLC
Figure 13.2
The functional modules of a SCADA system
software
devices that operate the manufacturing equipment (e.g. pumps and tanks)
by exchanging signal data through a dedicated link, such as a serial cable. In
the virtual SCADA the PLCs are replaced by common PCs that emulate the
control logic of the PLCs. The database of process data (PDB) stores relevant
data from the physical devices and keeps track of the interventions of the
responsible technician. The alarm manager (AM) allows the technician to
program which events should fire an alarm. The expert system (ES) formu-
lates hypotheses to manage exceptional situations and gives decision
support to the responsible technician. The report generator (RG) generates
trends that report on the evolution of the manufacturing process. The super-
visory console (SC) is the input
The programmable logic controllers (PLCs) are simple hardware
output graphical interface that allows the
operator to read process data from the database and to send commands to
the CDs.
13.2.2
Main features
We can now summarize the main features that characterize the develop-
ment of the SCADA system.
It is important to choose the right simulation model taking into account
the tradeoffs between discrete time and continuous time simulation.
■
The SCADA components communicate remotely by exchanging sensor
data and commands. Visibility dependencies should be identified care-
fully along with synchronization mechanisms.
■
13.2.3
Test
Two main functionalities need to be tested carefully.
The simulator should enforce the physical constraints of the work cell
equipment. For this purpose, test programs should be developed to verify
that the pumps behave correctly according to the chosen simulation
model, that is, they pull and push the same amount of paint that is to be
transferred between two tanks. Exceptional conditions should be checked
for: it is not possible to pull out paint from an empty tank or to push paint
into a full tank.
■