Civil Engineering Reference
In-Depth Information
Good quality natural fibres can be obtained with these traditional methods.
However, long duration and intensive care are normally needed and its control is
difficult (Reddy and Yang
2005
). Uncontrollable weather conditions of humidity,
temperature and sun have large influence on the retted products. Direct correlation
has been demonstrated between retting time and fibre strength. Both dew retting
and water retting processes suffer large fibre product variations.
To improve the traditional methods, chemical and enzymatic methods (Henri-
ksson et al.
1997
) have been applied in order to reduce product variability. In this
process, chemical agents, such as alkalis, sodium hydroxide and enzymes, are
used. For enzymatic fibre extraction, agents such as pectinases, hemicellulases and
cellulases are employed with a pre- or post-chemical treatment. Chemical con-
centration, temperature and duration of the process can effectively control the
extracted fibre quality.
Mechanical retting uses decorticating machines, steam explosion, Tilby cane
and other mechanical means to extract the fibres. At the end of the retting process,
the fibres are washed, dried and extracted manually or mechanically for multi-
functional utilization.
Each type of retting has certain advantages and disadvantages (Sharma et al.
1989
). Selection of these retting processes depends on the production requirement,
location, the equipment and the cost. Retting method influences fibre quality
properties. Control of the factors affecting field retting is very difficult and has
always been a problem.
Retting and extraction processes have a profound effect on the quality of the
fibre produced. The production process is often very labour-intensive and costly.
The length of the retting process is critical for the whole manufacturing process.
Mishra (
2000
) presented time duration of the three commonly used retting pro-
cesses for jute fibres. Averagely, 7-15 days are needed in dew retting, 10-30 days
are required in water retting and only 6-8 hours are estimated in chemical retting.
Chemical retting has apparent advantages over other processes. These figures
showed large variations over duration days in water retting.
Next, the fibres enter the conveyor belt of the secondary mineral wool layer
where they are thermally treated and finalized to the desired density, thickness and
size. Then, they are collected in a chamber and mechanically formed, for example
by compression, into the final product. More detailed description of the manu-
facturing process can be found in (Pasila
2004
). Figures
12
and
13
illustrate simple
production lines for flax and short fibre (Pasila
2004
).
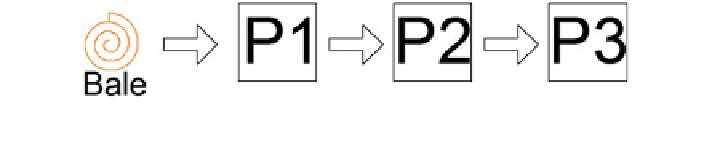
Fig. 12
Illustrative
production
line
for
flax
bales.
P1
opening
the
mat-form
bale,
P2
decorticating, P3 scutching the fibres