Civil Engineering Reference
In-Depth Information
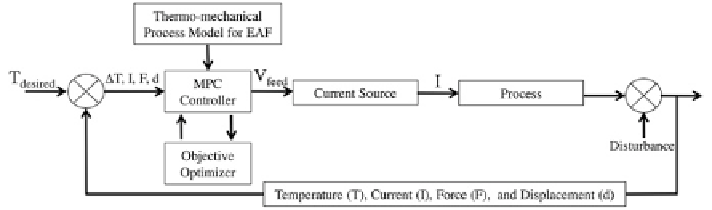
Fig. 7.21
MPC block diagram for temperature control during EAF, an example of application in
temperature control [
1
]
processes, the incorporation of MPC and physics-based models could allow for
immeasurable process outputs to be controlled by the use of measurable processes
feedback. From the models created in this text, the required force or stress, local
strain, and temperature profile of the tensile sample could be calculated. As a result,
one strategy using the thermo-mechanical process model for EAF developed in this
work could allow for the temperature of the formed tensile sample to be controlled.
Although the temperature is a measurable output, there are difficulties in measuring
the entire thermal response (i.e., large thermal gradients during EAF sheet forming)
as a result of image/data processing. Hence, real-time feedback may be limited to
point measurements on the tensile sample. The forming process could be controlled
such that the temperature does not exceed a certain value or the part is formed in
a certain temperature range. In addition, the input electrical energy to the process
could be minimized while still maintaining the constraints for temperature. The block
diagram is shown in Fig.
7.21
, where the process measurements could include tem-
perature (most likely point measurements), current, force, and displacement. The
thermo-mechanical process model would allow for temperature prediction such that
the control actions could be set before the actual feedback or past output measure-
ments are provided. Again, the MPC is shown, providing a feed voltage (
V
feed
) which
the current source translates to direct electrical current to the physical process.
Additional strategies could include maximizing the elongation before failure or
providing a desired elongation while minimizing the amount of electrical energy
applied to the component. Also, with further work in microstructure analysis of
EAF samples, this could allow for grain size control using current and the defor-
mation rate as the control variables.
7.5 Process Control Conclusions
The main conclusions drawn from this chapter are as follows:
• Several control approaches were envisioned, created, and demonstrated for
forming using an electric current field.