Environmental Engineering Reference
In-Depth Information
where
V
A
m
3
= total airflow (
/h)
m
3
V
E
= total exhaust gas flow (
/h)
T
Ai
= inlet air temperature (
˚
C)
T
Ei
= inlet exhaust gas temperature (
˚
C)
T
Ao
= preheating (outlet) air temperature (
˚
C)
C
PAo
= specific heat of preheating air (kJ/m
3
K)
C
PAi
= specific heat of inlet air (kJ/m
3
K)
C
PEi
= specific heat of inlet exhaust gas (kJ/m
3
K)
C
PEa
= specific heat of exhaust gas at inlet air temperature (kJ/m
3
K)
An energy saving of slightly more than 10% was achieved in the continuous
heating furnace group. The value is reasonable with respect to the unit fuel con-
sumption for this type of furnace, as it was already an energy efficient system.
An energy-saving ratio higher than 90% was achieved in the gas treatment
furnace group. The object to be heated in the gas treatment furnace itself is com-
bustible and fuel is required only for ignition. In other words, combustion of fuel
seldom occurs throughout the operation except during ignition. For this reason, the
energy-saving ratio of this group exceeded 90%.
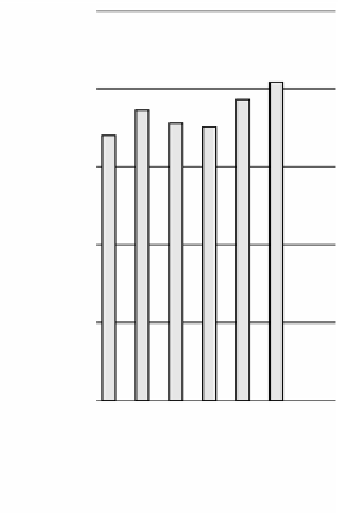
100
H.P.I.F
Conventional F
80
60
40
20
0
FIGURE 5.85
Waste heat recovery rate.


Search WWH ::

Custom Search