Environmental Engineering Reference
In-Depth Information
㻹㼡㼚㼕㼏㼕㼜㼍㼘㼕㼠㼕㼑㼟
䞉㻯㼛㼘㼘㼑㼏㼠㼕㼛㼚
㻮㼛㼠㼠㼘㼑㼠㼛㼎㼛㼠㼠㼘㼑㼜㼞㼛㼏㼑㼟㼟㼑㼟䠄㻞㻌㼕㼚㻌㻶㼍㼜㼍㼚㻕
㻼㼞㼛㼐㼡㼏㼠㼟
䞉㻳㼞㼕㼚㼐㼕㼚㼓
䞉㼃㼍㼟㼔㼕㼚㼓
䞉㻰㼑㼜㼛㼘㼥㼙㼑㼞㼕㼦㼍㼠㼕㼛㼚
䞉㻼㼛㼘㼥㼙㼑㼞㼕㼦㼍㼠㼕㼛㼚
㻮㼛㼠㼠㼘㼑
㼠㼛
㼎㼛㼠㼠㼘㼑
㻮㼛㼠㼠㼘㼑㼒㼛㼞㼙㼟
㻼㻱㼀㻌㼎㼛㼠㼠㼘㼑㼟
㻲㼍㼎㼞㼕㼏㼍㼠㼕㼛㼚
䞉㻿㼔㼑㼑㼠㼟
䞉㻲㼕㼎㼑㼞㼟
䞉㻼㼞㼑㼒㼛㼞㼙㼟
㻾㼑㼏㼥㼏㼘㼕㼚㼓㻌㼜㼞㼛㼏㼑㼟㼟㼑㼟䠄㻣㻜㼕㼚㻌㻶㼍㼜㼍㼚㻕
䞉㻿㼛㼞㼠㼕㼚㼓
䞉㻳㼞㼕㼚㼐㼕㼚㼓
䞉㼃㼍㼟㼔㼕㼚㼓
䞉㻿㼑㼜㼍㼞㼍㼠㼕㼛㼚
㻹㼍㼠㼑㼞㼕㼍㼘㻌
㼞㼑㼏㼥㼏㼘㼕㼚㼓
㻿㼔㼑㼑㼠
㻲㼘㼍㼗㼑㼟
㻰㼑㼠㼑㼞㼓㼑㼚㼠
㼎㼛㼠㼠㼘㼑
㻼㼑㼘㼘㼑㼠㼟
㻿㼡㼕㼠
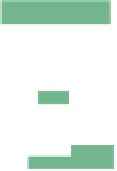
Fig. 11.5
Recycling material flow sheet of bottle PET
polymerized to new bottle PET. Hydrolysis is conducted in the presence of water
to produce terephthalic acid and ethylene glycol, both of which can be used for the
production of new bottle PET. Differences in the PET grade (fiber, sheet, bottle) are
mainly related to hygienic concerns. Today's newly produced PET is in general of
bottle grade, which allows usage in contact with food. However, PET collected for
recycling is an unknown substance. No one knows what the consumer did to the
bottle between opening and collection- it might have been used as a container for
chemicals or other hazardous substances. Furthermore, the original content might
have deteriorated or developed strong odor or taste, which cannot be eliminated by
a simple washing process. Therefore, special efforts have to be made in order to
obtain bottle grade PET recyclate.
11.5.1
Material Recycling
The first step in material recycling of PET is the separation of metal cans and glass
bottles, which might be incorporated in the PET bottle collection (Fig.
11.6
). Then
the bottles are baled- that is compressed in order to reduce volume for transport.
At the recycling facility, the bales are opened and foreign objects are removed.
Then the bottles are cut into small pieces and washed. After that caps and labels are
removed. The most common separation techniques are density separation and infra-
red separation. Caps and labels are commonly made from PP which has a density of
about 0.9 g/cm
3
and is much lower than that of PET (1.38 g/cm
3
). In a simple water
bath, PP swims at the surface and PET sinks where it can be collected for further
processing. During infrared separation, the ground flakes pass an infrared sensor on
a belt. The position of non-PET particles is processed by a computer. Then these
particles are removed by shots of aimed pressured air. In the end, sole PET flakes
are left for further processing. These flakes are not suitable for applications in con-
tact with food but they can be used for fibers, sheets, or other useful products. Other
materials are collected and thermally processed as RDF.