Biomedical Engineering Reference
In-Depth Information
Machining by sanding,
band-saw, abrasion,
rotary cutting wheel, wet
saw cutting, wet drilling,
grinding. (moderate
temperature + moderate
to strong mechanical
stresses: energy input
per test by sanding
estimated is 10-fold
higher than by sawing)
(LeBihan et al. 2013)
No standard simulation
machines: monitoring by
APS, CPC, SMPS, ESP,
FMPS, LDPSA, NSAM,
OPC, and sampling for
characterization by SEM/
TEM, EDX, AUC, LD,
XPS
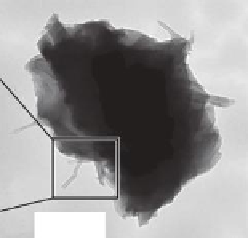
Fragments from CNT-epoxy
were submicrons in diameter
and carried protrusions of
CNTs that were pulled out
from the matrix (Cena and
Peters 2011)
Many laboratory studies on
different CNT-polymer and
nanoparticle-polymer
composites found no release of
free nanoillers (Cena and
Peters 2011; Fleury et al. 2013;
Göhler et al. 2010, 2013; Hirth
et al. 2013; Koponen et al.
2010; Wohlleben et al. 2011,
2013) with exceptions linked to
agglomerates in the polymer
(Golanski et al. 2012; Huang
et al. 2012)
300 nm
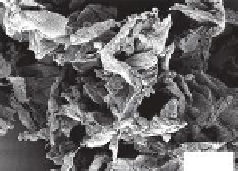
Fragments from CNT-
polyoxymethylene measured
microns in diameter with no
protrusions (Wohlleben et al.
2011)
Protrusions of CNTs were not
observed for tough
thermoplastics (Wohlleben
et al. 2011, 2013) which can
elongate during machining and
keep CNTs embedded (Hirth
et al. 2013; Schlagenhauf et al.
2012)
59.78
µ
m
19.74
µ
m
4.97
µ
m
20
µ
m
Machining by dry drilling
or milling (moderate
mechanical stress at
elevated temperatures)
No standard simulation
machines. Detect aerosols
around machines by APS,
CPC, Dust TrakTM, ESP,
FMPS, TP, TSI
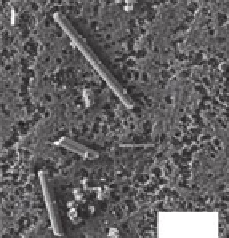
Polymorph aerosol sampled
during dry drilling of a
graphite-epoxy pre-preg
with aligned carbon ibers
and aligned CNTs (Bello
et al. 2010)
By synergy of degradation and
stress, machining with local
overheating is a key release
scenario
20
µ
m
(
Continued
)




Search WWH ::

Custom Search